
Aerospace polymer composites offer remarkable weight reduction of 25% to 35% and cost savings of nearly 50% compared to traditional materials. Plastics provide essential benefits in cryogenic applications, including low thermal conductivity, electrical insulating properties, and the ability to function without external lubrication.
However, the mechanical behavior of these materials at extreme cold temperatures presents unique challenges. For instance, the modulus of PTFE increases dramatically from approximately 100 kpsi to 900 kpsi when cooled from room temperature to 20°K (-424°F). Despite their advantages, polymer composites in the aerospace industry face specific challenges in cryogenic environments, particularly in launch vehicle tanks. Additionally, research shows that most polymers become less tough and more brittle at cold temperatures, with studies indicating that the tensile modulus and strength of certain laminates can decrease by nearly 20% at -196°C.
This article examines how high-performance polymers maintain structural integrity under extreme cold conditions, the thermal properties that make them suitable for aerospace applications, and the specialized manufacturing techniques used by companies like AIP Precision Machining to achieve the tight tolerances required for critical aerospace components. Furthermore, we’ll explore selection criteria for cryogenic-grade materials and their practical applications in modern aerospace and defense systems.
Key takeaways
| Topic | Key Takeaways |
| Economic Impact | Aerospace polymers offer 25–35% weight reduction and ~50% cost savings compared to metals, critical in spaceflight where launch costs are weight-dependent. |
| Mechanical Behavior | Most polymers stiffen and become brittle at cryogenic temperatures; e.g., PTFE’s modulus increases 9× from room temp to 20K. |
| Material Crystallinity | Higher crystallinity increases stiffness but may reduce toughness. Managing crystallinity is crucial for cryogenic performance. |
| Thermal Expansion | CTE mismatch between polymers and metals causes thermal stress. Glass-filled PEEK exhibits superior dimensional stability. |
| Seal Integrity | PCTFE and PTFE are preferred for cryogenic seals due to their wide temperature range and chemical resistance. |
| Thermal Conductivity | Vespel® and PTFE offer low thermal conductivity, ideal for insulation in cryogenic aerospace systems. |
| Tribological Properties | PEEK composites show reduced friction and wear rates at cryogenic temperatures, enhancing longevity in dynamic applications. |
| Material Selection Factors | Crystallinity, molecular weight, notch sensitivity, and geometry critically affect performance at cryogenic conditions. |
| Preferred Polymers | High-performance polymers like PEEK, PTFE, Vespel® (PI), and Torlon® (PAI) retain strength and dimensional stability near absolute zero. |
| Precision Machining | Machining must account for brittleness and thermal behavior. AIP achieves ±0.002 mm tolerances and meets AS9100D, ISO 13485:2016, ISO 9001:2015 standards. |
| Defense Applications | AIP-machined polymers are used in missile guidance, cryogenic fuel systems, and thermal insulation components. |
| Cryogenic Manufacturing | Specialized techniques, including cryogenic cooling during machining, preserve polymer integrity and surface quality. |
Mechanical Behavior of Aerospace Polymers at Cryogenic Temperatures
The structural performance of aerospace polymers changes dramatically at cryogenic temperatures, fundamentally altering their mechanical characteristics. Unlike metals, polymers exhibit unique stiffening behavior that makes them both challenging and valuable for extreme-cold applications.
Compressive Modulus Trends in PTFE and Polyimide
Polytetrafluoroethylene (PTFE) displays significant stiffening as temperatures drop, with its compressive modulus increasing from approximately 100 kpsi at room temperature to 900 kpsi at 20K (-424°F). This nine-fold increase affects how PTFE conforms to mating metal parts in seal applications, requiring substantially higher loads to achieve effective sealing at cryogenic temperatures.
Notably, the crystallinity level in PTFE dramatically influences its mechanical behavior. Tests comparing PTFE samples with 50%, 56%, and 68% crystallinity show that higher crystallinity correlates with greater stiffness at any given temperature. This relationship underscores why carefully controlling crystallinity during manufacturing becomes critical for aerospace applications.
Polyimide exhibits different behavior patterns, maintaining better ductility than most polymers at cryogenic temperatures. The compressive modulus of polyimide at room temperature (293K) measures around 269,000 N/cm², though this increases substantially as temperatures drop. Specifically, DuPont™ Vespel® polyimide maintains sufficient ductility to create reliable seals even in extreme cold conditions, making it especially valuable for aerospace applications where seal integrity remains critical.
Tensile Strength and Elongation in Polycarbonate at 4K
Polycarbonate, widely used in aerospace applications due to its impact resistance and optical clarity, shows marked changes in tensile properties at cryogenic temperatures. Its tensile strength at room temperature typically ranges from 9,500 psi to 10,152 psi (70 MPa), subsequently increasing as temperatures drop toward cryogenic levels. Meanwhile, its elongation capabilities diminish dramatically.
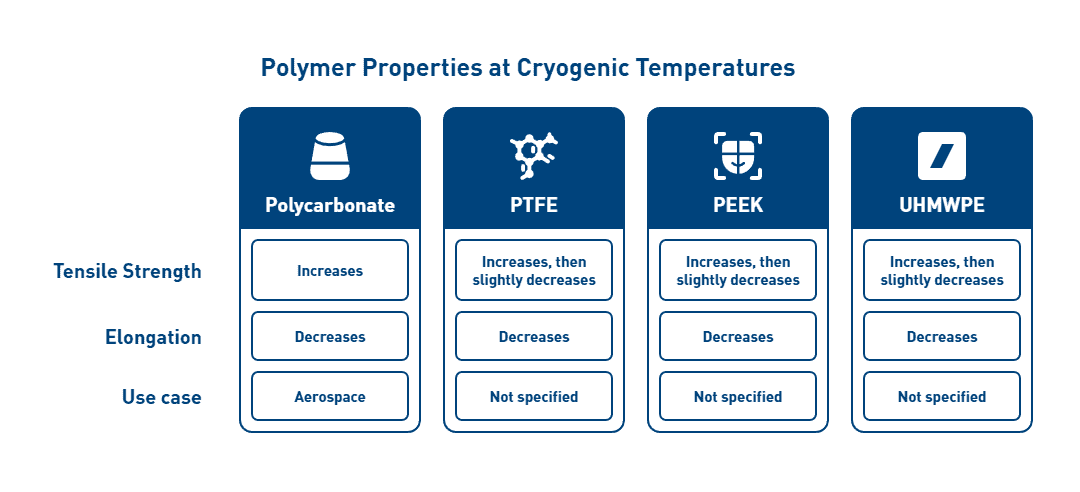
As polycarbonate approaches 4K, its elongation at break decreases from approximately 18% at room temperature to nearly 1%. This reduction in elongation capacity presents significant design challenges, especially for components that must withstand mechanical stress under cryogenic conditions. The trade-off becomes evident: while aerospace engineers gain increased tensile strength, they must correspondingly account for decreased toughness and flexibility.
The behavior pattern observed across multiple polymer types suggests that most thermoplastics experience enhanced tensile strength but reduced strain at failure as temperatures decrease. Testing data confirms this pattern occurs in PTFE, PEEK, and UHMWPE, with tensile strength initially increasing when temperature drops from room temperature to 77K, then decreasing from 77K to 20K.
Ductile-to-Brittle Transition in Semicrystalline Polymers
Semicrystalline polymers undergo a critical ductile-to-brittle transition that fundamentally changes their failure mode at cryogenic temperatures. These polymers, containing both ordered crystalline regions and amorphous segments, transition to brittle failure when cooled below the glass transition temperature of their amorphous segments.
Research indicates that the ductile-to-brittle transition generally correlates more strongly with crystallinity level than with molecular weight. Studies on polyamide-11 (PA-11) demonstrate that samples reached brittleness at a crystallinity threshold of 35%, regardless of variations in molecular weight. This finding contradicts earlier assumptions that chain length was the primary determinant of brittleness.
Additional factors affecting this transition include:
- Strain rate (higher rates promote brittle failure)
- Presence of impurities or voids
- Sharp notches in part geometry
- Exposure to certain chemicals
Testing conducted on PET and PI samples showed that after seven days of immersion in liquid nitrogen, tensile strength decreased by 16.69% and 22.84% respectively, while elongation at break reduced by 31.3% and 14.2%. Essentially, the polymer’s ability to absorb impact energy (toughness) diminishes substantially in cryogenic environments.
For aerospace applications, understanding this transition becomes crucial for component design. AIP Precision Machining addresses these challenges by selecting appropriate polymer grades and employing specialized machining techniques that account for the material’s cryogenic behavior. Their approach minimizes stress concentrations that could otherwise serve as failure initiation points in brittle-state polymers.
Thermal Expansion and Stability in Cryogenic Environments
Thermal expansion characteristics fundamentally shape the performance of aerospace polymers in extreme cold environments. The significant dimensional changes that occur as temperatures plummet from ambient to cryogenic levels create unique design challenges that engineers must address through careful material selection and processing.
CTE Mismatch Between Polymers and Metals
The coefficient of thermal expansion (CTE) mismatch between polymers and metals presents one of the most significant challenges in aerospace cryogenic applications. Polymers typically contract at rates 5-10 times greater than metals when exposed to temperature drops. This disparity creates substantial thermal stress at interface points in composite structures, potentially leading to microcracking and performance degradation.
At cryogenic temperatures, this mismatch becomes particularly problematic as polymers become more brittle, magnifying the adverse effects of thermal stress. Consequently, the residual thermal stress in carbon/epoxy composites can create dangerous longitudinal tensile stress in the matrix, threatening the structural integrity. This stress concentration near crack fronts significantly affects stress distribution patterns at cryogenic temperatures.
Several approaches exist to address this challenge:
- Incorporating thermoplastic modifiers that lower thermal stress in fiber-epoxy laminates
- Utilizing constant-force load washers made from specialty alloys to compensate for CTE differences
- Selecting specialized materials like PCTFE that maintain dimensional stability across extreme temperature ranges
Advanced engineering techniques help counteract these issues. For instance, ALLVAR Alloy washers have demonstrated the ability to maintain bolt stress within ±10% safety margins across a 300°C temperature window, whereas uncompensated joints show dramatic preload variations.
Glass-Filled PEEK vs Unfilled PEEK Expansion Rates
Unfilled PEEK, although offering better dimensional stability than many thermoplastics, still exhibits substantial expansion with temperature changes. When heated from near absolute zero to 300°K, unfilled PEEK expands approximately 1%. In contrast, 30% glass fiber reinforced PEEK expands only 0.3% over the same temperature range. This dramatic difference highlights why filled grades are often preferred for aerospace applications.
The enhanced dimensional stability of glass-filled PEEK makes it particularly valuable when mating metal and plastic parts must maintain precise tolerances across broad operating temperature ranges. This characteristic explains PEEK’s prevalence in tight-tolerance applications within the aerospace and semiconductor industries.
Interestingly, research suggests that temperature changes do not significantly influence the CTE of PEEK matrix composites and unfilled PEEK themselves. Nevertheless, studies on other thermoplastic matrix composites (AS4/HTA laminate) report an increase in CTE as temperatures decrease from room temperature to 120K. These seemingly contradictory findings underline the complexity of polymer behavior at cryogenic temperatures.
Dimensional Stability in Aerospace Polymer Seals
Cryogenic sealing applications present particular challenges since installation and service temperatures differ dramatically. This temperature differential inevitably causes dimensional changes that must be accounted for in critical size and clearance parameters. A fundamental principle in cryogenic seal design is selecting materials based on their properties at the expected operating temperature rather than at room temperature.
PCTFE (polychlorotrifluoroethylene) exemplifies a high-performance polymer that excels in cryogenic sealing applications. It maintains its structural properties across an extraordinary temperature range from -255°C (-427°F) to +150°C (302°F). Additionally, it can withstand short-term temperature spikes to 200°C (392°F). These properties make PCTFE particularly valuable for applications in liquid oxygen, hydrogen, nitrogen, and natural gas processing.
For aerospace polymer seals, several factors become crucial:
- Accounting for transition from elasticity to brittleness at extremely low temperatures
- Evaluating stiffness and strength at actual cryogenic operating temperatures
- Considering the effects of thermal cycling on seal integrity
Fluoropolymers like PTFE show exceptional performance in this context, retaining their lubricity, abrasion resistance, and strength even when flexibility decreases at cryogenic temperatures. Notably, while fiber reinforcements improve dimensional stability, they also tend to increase brittleness at extreme cold. This trade-off illustrates the careful balance engineers must strike when selecting materials for aerospace cryogenic applications.
Thermal Conductivity and Insulation Performance
Polymer thermal conductivity properties directly impact their effectiveness in aerospace applications where temperature control is crucial. Unlike metals that rely on free electrons for heat transfer, most polymers conduct heat primarily through phonon transfer, resulting in inherently low thermal conductivity values between 0.1–0.5 W/m·K.
Low Thermal Conductivity in Vespel® and PTFE
Vespel® polyimide materials showcase exceptionally low thermal conductivity at cryogenic temperatures, making them ideal candidates for thermal isolation applications in aerospace systems. Vespel® SP-1 (unfilled) exhibits thermal conductivity values of just 0.553 mW/m·K at 0.3K, 3.21 mW/m·K at 1.4K, and 9.74 mW/m·K at 4.2K. These remarkably low values highlight why Vespel® components frequently serve as thermal barriers in cryogenic instruments.
In comparison, Vespel® SP-22 (40% graphite filled) demonstrates even lower thermal conductivity at 0.3K (0.217 mW/m·K), though its conductivity increases more rapidly as temperatures rise, reaching 14.3 mW/m·K at 4.2K. This temperature-dependent behavior must be considered during component design for variable temperature environments.
PTFE likewise demonstrates excellent insulating properties at cryogenic temperatures. As temperatures decrease from ambient to cryogenic levels, PTFE’s thermal conductivity steadily declines, enhancing its insulation effectiveness. At room temperature, unfilled PTFE has a thermal conductivity of approximately 0.35 W/m·K, which decreases substantially at cryogenic temperatures.
Crystallinity Effects on Heat Transfer in Polymers
The degree of crystallinity fundamentally influences thermal conductivity in semicrystalline polymers. Generally, semicrystalline polymers exhibit higher thermal conductivity than amorphous polymers, with conductivity values increasing proportionally with crystallinity. This relationship exists because crystalline regions provide more ordered pathways for phonon transfer.
![]()
For instance, low-density polyethylene (LDPE) with 30% crystallinity shows lower thermal conductivity than high-density polyethylene (HDPE) with 70% crystallinity. PTFE follows this pattern as well, higher crystallinity PTFE demonstrates greater thermal conductivity than lower crystallinity PTFE at any given temperature.
Research on poly(L-lactide) (PLLA) confirms this correlation. PLLA with 56% crystallinity reaches thermal conductivity of 0.20 W/m·K, which is 0.04 W/m·K higher than its amorphous state value of 0.16 W/m·K. Moreover, temperature significantly impacts these relationships:
- Below glass transition temperature (Tg), thermal conductivity increases with temperature
- Above Tg, thermal conductivity decreases remarkably
This temperature-dependent behavior creates unique challenges for aerospace applications that experience wide temperature fluctuations.
Thermal Isolation in Cryogenic Aerospace Components
Aerospace systems often require careful thermal management to maintain proper instrument function. Polymers with low thermal conductivity serve as essential thermal barriers, preventing unwanted heat transfer between components operating at vastly different temperatures.
In cryogenic instrumentation, thermal isolation becomes particularly critical. Polymers like PEEK and its composites offer excellent thermal isolation properties with thermal conductivity values between 0.812 and 1.00 mW/m·K at 0.3K. According to comparative studies, glass-filled PEEK exhibits slightly higher thermal conductivity (19.6 mW/m·K) than carbon fiber-filled PEEK (10.6 mW/m·K) at 4.2K, allowing engineers to select precisely the right material for specific thermal isolation requirements.
High-performance polymers create thermal shields that protect sensitive electronics from temperature fluctuations. Multilayer insulation systems incorporating these polymers maintain the delicate thermal balance necessary for spacecraft instrument operation. By reflecting heat and minimizing thermal conduction, polymer-based thermal blankets enable precise temperature control essential for optical instruments, battery packs, and sensors.
For aerospace thermal isolation applications, material selection criteria typically include:
- Minimal thermal conductivity at operating temperature
- Mechanical stability under thermal cycling
- Resistance to thermal shock
- Low outgassing characteristics
The aerospace industry continues to refine polymer insulation systems, with recent innovations focusing on aerogel-polymer composites that offer even lower thermal conductivity (1.1 mW/m·K at high vacuum) for next-generation cryogenic applications.
Friction and Wear Resistance at Sub-Zero Temperatures
Tribological properties of aerospace polymers at sub-zero temperatures play a crucial role in bearing and seal applications where traditional lubricants become impractical due to freezing, outgassing, or contamination concerns. The behavior of these materials changes dramatically as temperatures plummet, often yielding surprising performance benefits.
Coefficient of Friction in PEEK at -196°C and -253°C
The coefficient of friction (COF) of polyetheretherketone (PEEK) decreases substantially at cryogenic temperatures compared to room temperature values. Testing shows that PEEK exhibits a lower COF at -196°C in liquid nitrogen and at -253°C in liquid hydrogen than at ambient conditions. This reduction occurs primarily because polymers become stiffer and harder at extremely low temperatures, which minimizes surface deformation during contact with mating metal surfaces.
This phenomenon can be visualized through an everyday analogy: soft rubber athletic shoes provide high friction on hard floors due to surface deformation, whereas hard leather-soled dress shoes offer less friction because they deform less. As PEEK cools and stiffens, it behaves more like the leather sole, resulting in reduced friction against metal counterfaces.
For most unfilled polymers, COF values decrease with temperature reduction. For instance, polyamide shows a particularly pronounced decrease, reaching a COF of just 0.07 in liquid hydrogen. Interestingly, polyimide is an exception to this pattern, as it demonstrates lower friction in gaseous hydrogen at ambient temperature than in liquid hydrogen.
Wear Rate of Bearing-Grade PEEK in Liquid Hydrogen
Bearing-grade PEEK formulated with 13% carbon fiber and 10% PTFE demonstrates significantly improved wear rates at cryogenic temperatures. In liquid hydrogen at -253°C, the wear rate of this composite is substantially lower than its wear rate at room temperature in air. This counter-intuitive improvement in wear resistance makes PEEK composites especially valuable for aerospace applications requiring sliding contact in extreme cold.
The specific wear rates of several neat polymers, including PA66, PA12, PPA, PPS, and PEEK, decrease significantly in liquid hydrogen compared to gaseous hydrogen at ambient temperature. In contrast, materials like polyoxymethylene (POM) experience severe wear in liquid hydrogen, with tests requiring termination after just 1000 meters of sliding.
Surface analysis reveals different wear mechanisms at cryogenic temperatures. Primarily abrasive plowing occurs on the worn surfaces of polyamide-imide (PAI), PEEK, and polyphenylene sulfide (PPS) in liquid hydrogen, while neat polyphthalamide (PPA) exhibits predominantly fatigue wear. Transfer films observed at cryogenic temperatures typically consist of powdery debris mechanically trapped in the grooves of the counterface, forming thinner films than those observed at ambient temperatures.
Limitations of Traditional Fillers in Cryogenic Tribology
Fillers that enhance tribological performance at room temperature may not provide the same benefits under cryogenic conditions. This limitation creates significant challenges for designers of aerospace components, who must carefully select materials based on actual operating temperature performance rather than ambient testing data.
Research indicates that traditional solid lubricant fillers behave differently in cryogenic environments. For example:
- Polyimide-MoS₂ composites exhibit higher friction coefficients at lower temperatures in vacuum conditions
- PTFE’s friction coefficient increases monotonically as temperature decreases in the absence of ice
- Transfer film formation for unfilled polymers is generally hindered at cryogenic temperatures
The challenges with transfer film formation represent a fundamental limitation in cryogenic tribology. Testing with polymer laminates in liquid nitrogen and liquid hydrogen demonstrates that graphite-fabric PTFE and glass-fabric PTFE laminates provide the best overall performance in terms of friction, wear, and structural integrity. Furthermore, adding just 15 weight percent PTFE (0.2-8 micron particle size) to phenolic composites reduces wear rates by a factor of 100 in liquid nitrogen and by a factor of 10 in liquid hydrogen.
Overall, successful aerospace polymer applications in cryogenic conditions require understanding both the inherent material behavior changes and the altered effectiveness of traditional fillers. AIP Precision Machining addresses these challenges by selecting appropriate material formulations and employing specialized machining techniques for defense-grade polymer solutions that maintain optimal tribological performance at extreme temperatures.
Material Selection Criteria for Aerospace Cryogenic Applications
Selecting appropriate materials for cryogenic aerospace applications requires balancing multiple factors beyond basic mechanical properties. Engineers must consider how polymers behave at extreme cold, where standard testing methods often prove inadequate for predicting real-world performance.
Role of Crystallinity and Molecular Weight
Crystallinity fundamentally determines how semicrystalline polymers perform in aerospace cryogenic environments. Higher crystallinity typically corresponds to increased stiffness at any given temperature, as demonstrated in PTFE testing where specimens with 68% crystallinity exhibited greater stiffness than those with 50% crystallinity. Conversely, lower crystallinity grades generally show higher tensile strength, creating an important trade-off for aerospace designers.
For UHMWPE (Ultra-High-Molecular-Weight Polyethylene), research indicates that yield strength correlates better with crystallinity than with crystallite thickness. This relationship proves consistent across multiple polyethylene grades, with studies confirming a linear correlation between yield strength and crystallinity percentage.
Molecular weight represents another critical factor influencing cryogenic performance. Higher molecular weight grades of polycarbonate demonstrate superior cold temperature impact resistance compared to lower molecular weight versions.
This enhanced performance stems from the polymer chain length, which affects numerous properties including:
- Environmental stress crack resistance
- Fatigue life
- Chemical resistance
- Wear performance
Indeed, for PET (Polyethylene Terephthalate), higher molecular weight produces increased lamellar thickness, creating more extensive amorphous regions. These structural differences directly impact performance at cryogenic temperatures.
Impact of Notch Sensitivity and Part Geometry
Notch sensitivity becomes particularly important in aerospace applications operating at cryogenic temperatures. Tests reveal substantially reduced impact strength in notched polycarbonate specimens versus un-notched specimens at cold temperatures. This difference highlights why sharp corners and screw threads must be avoided in components experiencing impact loads.
In addition, part geometry significantly influences failure modes under cryogenic conditions. At extremely low temperatures, stress concentrations around notches become magnified as polymers transition to more brittle behavior. Tests show that even minor geometric features can create failure initiation points when materials lose ductility.
As a result, aerospace polymer components require careful design consideration to minimize stress concentration. Even small design modifications can substantially improve performance, radiused corners, gradual transitions between sections, and uniform wall thicknesses help distribute stresses more evenly.
Choosing Thermoplastics for Aerospace Use
Thermoplastic polymers often outperform thermosets in cryogenic applications. Their linear chain structure makes them less severely affected by extreme cold compared to the cross-linked structure of thermosets, which renders the latter more rigid and brittle. Furthermore, certain high-performance thermoplastics maintain ductility at temperatures where most polymers become completely brittle.
When selecting aerospace polymers for cryogenic applications, prioritize these factors:
- Temperature range requirements – Most engineering plastics perform well below zero, but specific low-temperature thresholds depend on material and application conditions
- Mechanical load type – Impact or vibration loads at cryogenic temperatures can lead to premature component failure
- Crystallinity control – For semicrystalline materials, managing crystallinity levels optimizes performance
- Molecular weight specification – Higher molecular weight generally provides superior cold temperature impact resistance
Only select few polymers function effectively at true cryogenic temperatures (below -392°F). These include specialized formulations like TECASINT 4011 natural and TECAFLON PTFE natural.
Would you benefit from a Technical Consultation with a polymer and machining expert? Speak with an AIP materials specialist to identify the right polymer solution for your cryogenic performance requirements.
Ultimately, material selection should account for how properties change with temperature rather than focusing solely on room temperature values. Testing at actual operating temperatures provides the most reliable data, though years of polymer usage offer reasonable indicators of performance boundaries for each material.
High-Performance Polymers Used in Cryogenic Systems
Several key high-performance polymers stand out for their remarkable ability to function effectively in extreme cryogenic environments where traditional materials fail. These specialized materials offer unique combinations of properties that make them indispensable in aerospace applications requiring both structural integrity and functionality at temperatures approaching absolute zero.
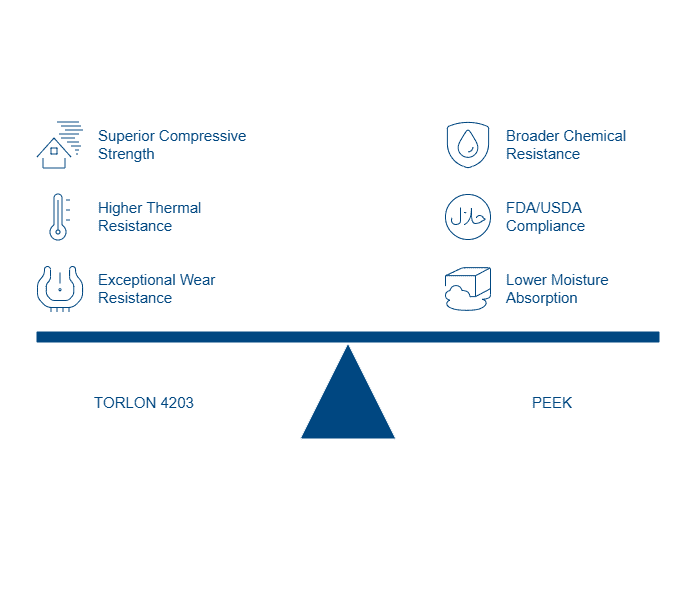
PEEK, PTFE, PI (Vespel®), and PAI (Torlon®) Overview
Polytetrafluoroethylene (PTFE) remains stable across an extraordinary temperature range, from -328°F to 500°F, making it particularly suitable for cryogenic sealing applications. Its low coefficient of friction minimizes wear in dynamic applications, subsequently extending seal lifespan under motion. Furthermore, PTFE’s exceptional chemical inertness provides critical protection against reactive substances often present in aerospace systems.
Polyimide-based thermoplastics like Vespel® offer continuous operating temperatures up to 500°F coupled with impressive performance at the opposite extreme, cryogenic conditions. Vespel® maintains its dimensional stability and creep resistance even under fluctuating pressure and temperature conditions, henceforth providing reliable performance in aerospace applications where component failure cannot be tolerated.
Polyamide-imide (PAI) polymers, marketed under the Torlon® brand, deliver the highest strength and stiffness of any thermoplastic up to 260°C (500°F). Unlike many competing high-temperature polymers, Torlon® offers the additional advantage of being injection moldable, thereby allowing exact replication and lower unit costs. At the same time, Torlon® demonstrates excellent properties under cryogenic conditions without becoming brittle.
Chemical Resistance and Low Outgassing Properties
For aerospace applications, material outgassing represents a critical concern that can compromise sensitive optics, electronics, and instrumentation. Vespel® excels in this area with minimal outgassing at high temperatures, accordingly making it suitable for vacuum environments common in space. Despite having a submarginal total outgassing of 1.24% (primarily moisture), Vespel® may still be considered where its unique combination of properties is essential.
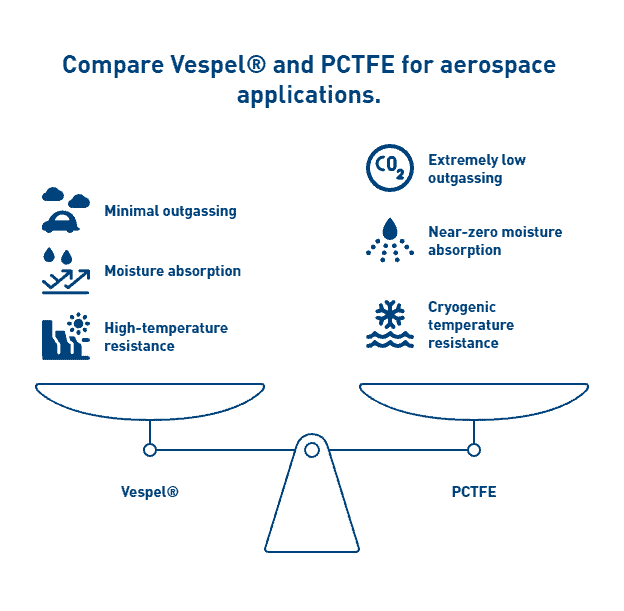
PCTFE (Polychlorotrifluoroethylene) is frequently specified for aerospace applications primarily due to its extremely low outgassing value. Besides excellent chemical resistance, PCTFE maintains its properties in cryogenic conditions while providing near-zero detectable moisture absorption. This combination makes it ideal for components in spacecraft and aerospace equipment where both light weight and very low combustibility are essential.
Retention of Mechanical Strength at 77K
High-performance polymers demonstrate surprising strength retention at liquid nitrogen temperatures (77K). Torlon® PAI polymers retain substantial mechanical properties under cryogenic conditions as evidenced by their successful use in space shuttle components. In contrast to many polymers that become completely brittle, these materials maintain sufficient ductility for critical aerospace applications.
Testing of various polyamide variants in liquid nitrogen shows typical strength retention patterns for selective laser sintering (SLS) and fused deposition modeling (FDM) nylon materials at 77K. Similarly, the tensile and flexural strengths of Torlon® 4203L at room temperature are approximately twice that of polycarbonate and polyamide, thus providing significant performance margins even as temperatures drop to cryogenic levels.
For precision-machined cryogenic components, these high-performance polymers enable reliable operation in conditions where conventional materials would fail. Their unique combination of properties, from thermal stability to chemical resistance, makes them indispensable in aerospace systems operating at extreme temperature ranges.
Application Examples in Aerospace and Defense
High-performance polymers have emerged as critical materials in aerospace applications where extreme temperatures, particularly cryogenic conditions, would render conventional materials ineffective. Their practical implementation spans multiple critical systems in both aircraft and defense platforms.
Cryogenic Seals and Valve Seats
Fluoropolymers like PTFE and PCTFE excel in valve seat applications within aerospace systems due to their exceptional chemical inertness and ability to conform to mating metals across extreme temperature ranges. These materials maintain sealing performance at temperatures as low as 4 Kelvin (-453°F), a critical requirement for systems handling liquefied natural gas (113K), liquid hydrogen (19K), and liquid helium (4K).
For cryogenic valve applications, spring-energized PTFE seals offer superior performance. The spring energizer maintains contact between the seal lip and mating surface even during temperature fluctuations that cause dimensional changes. In aerospace environments where failure is unacceptable, FEP encapsulated helical springs provide exceptional reliability, remaining flexible at temperatures as low as -420°F.
Insulation Brackets and Fuel System Components
Polymer composites deliver remarkable benefits in aerospace fuel systems, offering weight reductions of 25-35% and cost savings approaching 50% compared to traditional materials. In cryogenic applications, multi-layer insulation with foam glass shells and polyisocyanurate (PIR) materials effectively prevents premature regasification in liquefied natural gas (LNG) systems.
First developed for the X-30 spaceplane in 1987, thermoplastic graphite-reinforced materials with high glass transition temperatures revolutionized cryogenic tank construction. Subsequently, carbon/epoxy systems were employed in the DC-XA and X-33 reusable launch vehicles, while more recently, SpaceX fabricated a 12-meter diameter composite LOX tank, the largest cryogenic tank ever produced.
Guidance Assemblies in Missile Systems
Polymer components in missile guidance systems benefit from unique cryogenic properties. Beyond structural support, these materials effectively serve dual roles in thermal management. When integrated into systems using cryogenic propulsion, the polymers maintain dimensional stability while helping manage heat generated during hypersonic flight.
Precisely machined thermoplastic components in guidance assemblies help prevent overheating of critical electronics. Furthermore, advanced thermoplastics strategically applied as structural insulation maximize efficiency in these systems, with cryogenic-grade polymers preventing thermal losses in reusable rocket fuel tanks.
Design Support and Manufacturing Considerations
Manufacturing high-performance aerospace polymers for cryogenic applications presents unique challenges that demand specialized expertise. Precision machining becomes essential in transforming these materials into functional components that maintain their properties in extreme temperatures.
AIP Precision Machining for Tight Aerospace Tolerances
Machining cryogenic seals demands extraordinary precision, as even minuscule dimensional discrepancies can lead to catastrophic failures in space applications. First of all, AIP Precision Machining demonstrates the capability to achieve tolerances as tight as 0.002 mm, crucial for components that must provide airtight barriers against harsh conditions. This level of accuracy ensures each seal perfectly fits its designated space, preventing potential system failures.
AIP adheres strictly to ISO 13485:2016, ISO 9001:2015, and AS9100D standards, addressing quality at every manufacturing step. Their dedicated metrology team provides reliable inspection reports, giving customers confidence in measurement accuracy. In this case, high-performance polymers like FEP, PFA, PTFE, VESPEL®, and PCTFE require this micro-precision to fully utilize their unique properties in aerospace applications.
Machinability of Cryogenic-Grade Polymers
Polymer machining becomes valuable when production volumes don’t justify mold costs or when components require dimensional accuracy unachievable through other methods. Undeniably, workpiece temperature significantly affects machinability in soft polymers, altering chip formation mechanisms depending on glass transition temperature.
Recent research demonstrates that UHMWPE should be machined in a specific temperature range (-20°C to 20°C) to achieve optimal surface finish. Similarly, cryogenic cooling during machining creates harder surfaces than conventional flood cooling while preserving polymer crystallinity. For PMMA components, cryogenic cooling reduced profile height (Pt) from 291 nm to 124 nm and surface roughness (Ra) from 11 nm to 6 nm.
Custom Fabrication for Defense-Grade Polymer Solutions
AIP brings over 40 years of experience in tight-tolerance machining of aerospace-grade thermoplastics including PEEK, TORLON®, VESPEL®, and ULTEM®. These materials offer significant advantages over metals in defense applications, resisting corrosion from chemicals, lubricants, and propellants while maintaining dimensional stability in extreme conditions.
Conclusion
Aerospace polymer composites demonstrate remarkable capabilities in cryogenic environments, despite facing significant challenges from the extreme cold. These materials undergo substantial property changes at cryogenic temperatures, with most polymers experiencing increased stiffness and brittleness. Nevertheless, their unique characteristics enable critical aerospace applications where traditional materials would fail.
The mechanical behavior of aerospace polymers fundamentally transforms as temperatures approach absolute zero. PTFE exhibits a nine-fold increase in compressive modulus when cooled to 20K, while polycarbonate shows dramatically reduced elongation capacity at 4K. Subsequently, engineers must account for these property shifts when designing components for extreme environments.
Thermal properties likewise play a decisive role in aerospace applications. CTE mismatch between polymers and metals creates significant design challenges, though filled grades like glass-filled PEEK demonstrate substantially improved dimensional stability. Additionally, polymers like Vespel® and PTFE provide exceptional thermal isolation with remarkably low thermal conductivity values at cryogenic temperatures.
Surprisingly, certain tribological properties actually improve at cryogenic temperatures. Bearing-grade PEEK composites exhibit lower wear rates in liquid hydrogen than at room temperature, though traditional fillers may not provide the same benefits under these extreme conditions. Therefore, material selection must prioritize performance at actual operating temperatures rather than ambient testing data.
Material selection criteria extend beyond basic mechanical properties. Crystallinity levels, molecular weight, notch sensitivity, and part geometry significantly influence how polymers perform in aerospace cryogenic environments. High-performance thermoplastics generally outperform thermosets due to their linear chain structure, which makes them less severely affected by extreme cold.
PEEK, PTFE, polyimide (Vespel®), and polyamide-imide (Torlon®) stand out for their exceptional performance across extreme temperature ranges. These materials maintain sufficient structural integrity and functionality at temperatures approaching absolute zero, thus enabling critical applications in cryogenic seals, valve seats, insulation brackets, fuel systems, and guidance assemblies.
Manufacturing these specialized components demands extraordinary precision. AIP Precision Machining addresses these challenges through tight-tolerance machining capabilities and adherence to rigorous aerospace standards. Their expertise with cryogenic-grade polymers ensures components maintain their designed properties under extreme conditions.
Undoubtedly, aerospace polymers will continue evolving to meet increasingly demanding applications. Future developments will likely focus on enhanced crystallinity control, novel composite structures, and manufacturing processes optimized specifically for cryogenic performance. Through careful material selection and precision manufacturing, these remarkable materials will enable the next generation of aerospace and defense systems operating in the most extreme environments.





 The components used in aerospace applications are expected to perform over extended periods, often up to 50 years. Quality assurance is critical at every stage of the product life cycle to ensure these components can withstand continuous long-term use while maintaining safety and performance.
The components used in aerospace applications are expected to perform over extended periods, often up to 50 years. Quality assurance is critical at every stage of the product life cycle to ensure these components can withstand continuous long-term use while maintaining safety and performance. Statistical Process Control (SPC) is integral to aerospace manufacturing, enabling companies to monitor production processes in real-time. By applying SPC, manufacturers can detect deviations from a set standard, allowing for immediate corrective actions to maintain quality. This method uses statistical methods to monitor and control manufacturing processes, thereby reducing variability, enhancing product quality, and minimizing waste and costs. For instance, aerospace companies utilize SPC to analyze data collected during manufacturing to quickly identify any process that deviates from its normal operating conditions. This proactive approach helps in maintaining the rigorous standards required in aerospace parts production.
Statistical Process Control (SPC) is integral to aerospace manufacturing, enabling companies to monitor production processes in real-time. By applying SPC, manufacturers can detect deviations from a set standard, allowing for immediate corrective actions to maintain quality. This method uses statistical methods to monitor and control manufacturing processes, thereby reducing variability, enhancing product quality, and minimizing waste and costs. For instance, aerospace companies utilize SPC to analyze data collected during manufacturing to quickly identify any process that deviates from its normal operating conditions. This proactive approach helps in maintaining the rigorous standards required in aerospace parts production.
 Labeling regulations are specified under several parts of Title 21 of the Code of Federal Regulations. These regulations ensure that all medical devices are accompanied by clear, accurate labeling that informs users of the device’s intended use and any risks associated with its use. Additionally, Medical Device Reporting (MDR) is a critical postmarket surveillance tool used by the FDA to monitor device performance and track adverse events. Manufacturers, importers, and device user facilities must report any serious injuries, deaths, or safety issues encountered with the devices to the FDA.
Labeling regulations are specified under several parts of Title 21 of the Code of Federal Regulations. These regulations ensure that all medical devices are accompanied by clear, accurate labeling that informs users of the device’s intended use and any risks associated with its use. Additionally, Medical Device Reporting (MDR) is a critical postmarket surveillance tool used by the FDA to monitor device performance and track adverse events. Manufacturers, importers, and device user facilities must report any serious injuries, deaths, or safety issues encountered with the devices to the FDA. Once the quality control objectives are set, the focus shifts to the inspection and testing of medical devices. This stage is critical as it determines whether a product batch is ready for shipment. Quality control teams are responsible for conducting detailed inspections and various tests to verify that each product meets the established acceptance criteria. According to FDA’s quality system regulation, medical device manufacturers are allowed to design their own quality control tests. However, it is mandatory to maintain comprehensive documentation that substantiates the effectiveness of these tests. This documentation is crucial for meeting FDA compliance and for internal audits to assess the consistency of the quality control process.
Once the quality control objectives are set, the focus shifts to the inspection and testing of medical devices. This stage is critical as it determines whether a product batch is ready for shipment. Quality control teams are responsible for conducting detailed inspections and various tests to verify that each product meets the established acceptance criteria. According to FDA’s quality system regulation, medical device manufacturers are allowed to design their own quality control tests. However, it is mandatory to maintain comprehensive documentation that substantiates the effectiveness of these tests. This documentation is crucial for meeting FDA compliance and for internal audits to assess the consistency of the quality control process.
 Today, 3D printing is revolutionizing the aerospace industry by enabling the production of complex, lightweight components quickly and efficiently. Metal, plastic, and composite materials are used to create various parts, such as engine components, fuel nozzles, and heat exchangers.
Today, 3D printing is revolutionizing the aerospace industry by enabling the production of complex, lightweight components quickly and efficiently. Metal, plastic, and composite materials are used to create various parts, such as engine components, fuel nozzles, and heat exchangers. High-performance polymers:
High-performance polymers:
 Common Pathogens and Infection Pathways
Common Pathogens and Infection Pathways PEEK implants have demonstrated remarkable success in various clinical applications, particularly in orthopedics, dentistry, and spinal surgery. The use of PEEK materials has significantly reduced infection risks, improved implant stability, and increased patient comfort in these fields. AIP Precision Machining has been at the forefront of this innovation, providing highly precise PEEK components that meet the rigorous demands of these medical fields, thereby enhancing patient outcomes and reducing infection risks.
PEEK implants have demonstrated remarkable success in various clinical applications, particularly in orthopedics, dentistry, and spinal surgery. The use of PEEK materials has significantly reduced infection risks, improved implant stability, and increased patient comfort in these fields. AIP Precision Machining has been at the forefront of this innovation, providing highly precise PEEK components that meet the rigorous demands of these medical fields, thereby enhancing patient outcomes and reducing infection risks. Looking ahead, several potential innovations could revolutionize the use of PEEK in medical implants. One exciting prospect is the development of smart PEEK implants that incorporate sensors or drug delivery systems. These intelligent implants could monitor the healing process, detect any signs of infection, or release therapeutic agents directly at the implant site. Such advancements would enable personalized and targeted treatment, improving patient outcomes and reducing complications.
Looking ahead, several potential innovations could revolutionize the use of PEEK in medical implants. One exciting prospect is the development of smart PEEK implants that incorporate sensors or drug delivery systems. These intelligent implants could monitor the healing process, detect any signs of infection, or release therapeutic agents directly at the implant site. Such advancements would enable personalized and targeted treatment, improving patient outcomes and reducing complications.