An Informational Brief on Polymer Machining
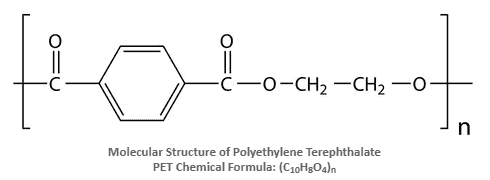
Polyethylene terephthalate (PET or PET-P) is a general-purpose thermoplastic polymer which belongs to the polyester family. Highlights of this material include: an excellent combination of mechanical, thermal, chemical resistance and dimensional stability. Another notable characteristic of this material is that it is one of the most recycled thermoplastics.
AIP has over 37 years of experience machining complex components from thermoplastics like Polyethylene Terephthalate Polyester. In this insightful technical brief, we will discuss what goes into machining PET-P and how it differs from other manufacturing options such as metal machining, injection molding, and 3D printing.
Properties of PET-P
It is beneficial to keep information on the properties of a thermoplastic before machining. This helps in selecting the right thermoplastic for a project. Furthermore, it assists in evaluating if the material is a candidate for the end-use requirement. Below are some of the key characteristics of Polyethylene Terephthalate Polyester:
Key Properties of PET-P
|
 |
PET-P (Polyethylene Terephthalate Polyester) is a thermoplastic polyester, commonly referred to as just Polyester. With good dimensional stability, electrical properties, high strength, low water absorption, and good chemical resistance (with the exception of alkalis), PET-P offers a greater acidic resistance and stain resistance than Nylon or Acetal.
Applying PET-P reduces the need for heavy lubrication, making the material useful for manifolds, distribution valves and pistons. PET-P is also lightweight and is widely used for packaging material, electrical insulation and coatings.
While PET-P can be provided in FDA compliant grades, it should not be used for continuous use in hot water.
A wide range of extruded and compression molded shapes and sizes are available for machining. Some processing challenges may arise due to the uneven sizing of the rod diameter and plate thickness.
| Material Property | Units | Value |
| Tensile Elongation at Break @73 F | % | 20 |
| Flexural Modulus of Elasticity @ 73 F | psi | 490000 |
| Tensile Modulus of Elasticity @ 73 F | psi | 460000 |
| Flexural Strength @ 73 F | psi | 18000 |
| Hardness Shore D | – | D87 |
| Tensile Strength @73 F, (ult)/(yld) | psi | 12400/(ult) |
| Notched Izod Impact @73 F | ft-lb/in of notch | 0.5 |
| Heat Deflection Temperature @ 264 psi | F | 240 |
| Melting Point, (VS = Vicat Softening Temp) | F | 491 |
| Coefficient of Linear Thermal Expansion @73 F | in/in/F | 3.3E-05 |
| Dielectric Strength, Short Term | Volts/mil | 385 |
| Water Absorption 24 hours | % by weight | 0.07 |
Applications of PET-P
Due to its chemical resistance to solvents, acids and other liquids, PET-P is often used for packaging materials, such as soft drinks, flexible food packaging, even thermal insulation like space blankets. Among its other applications, you can find it as polyester yarn, spun fibers and microfiber towels and cleaning cloths.
Polyethylene Terephthalate helps make electrical devices, photovoltaic panels, switches and other critical energy and industrial components stronger and reliable. See the list below for other common PET-P applications.
Common Applications
- Coatings
- Distribution Valves
- Electrical Insulation
- Manifolds
- Packaging Material
- Pistons
- Pharmaceutical Test Equipment
Grades of PET-P
At AIP, we machine various grades and brand name Polyethylene Terephthalate Polyester (PET-P), including the following:
- ERTALYTE®
- ERTALYTE® TX
- RYNITE®
- SUSUSTADUR® PET
- TECAPET
- VALOX™
Our close ties with the industry’s leading plastics manufacturers give us even further insight and access to technical help in material selection, sizing and manufacturing procedures. Whatever your application, our machinists can help you in material selection, sizing and manufacturing techniques from concept to completion.
Machining PET-P
Annealing PET-P
As with any polymer CNC machined part, annealing and stress-relieving is crucial to the machining process. Without coolants, lubricants and trained procedures, cracking and crazing is inevitable in a machined part. We recommend slow heating and cooling during the annealing process of PET-P. Our process at AIP significantly reduces the chances of these stresses occurring from the heat generating during machining polymers like PET-P. Our machinists use computer controlled annealing ovens for the highest quality precision temperatures and time control.
Machining PET-P
PET-P is one of the most dimensionally stable plastic materials to machine, especially when trying to maintain tight tolerances or flatness. For the best results, use sharp tools, avoid excessive clamping and cutting forces and use coolants to prevent overheating. We recommend non-aromatic, water-soluble coolants because they are most suitable for ideal surface finishes and close tolerances. These include pressurized air and spray mists. Coolants have the additional benefit of extending tool life as well.
Some companies machine both metals and plastics, which has detrimental outcomes for machined polymer products. Many past experiences have shown parts going to customer without cracks, only to develop surface cracks and warping over time due to exposure to metal machine shop fluids. Be sure to use a facility like AIP that only machines polymers.
Preventing Contamination
Contamination is a serious concern when machining polymer components for technically demanding industries such as aerospace and medical sciences. To ensure the highest level of sanitation down to the sub-molecular level, AIP Precision Machining designs, heat-treats, and machines only plastics with any sub-manufactured metalwork processed outside our facility. This allows us to de-risk the process from metallic cross contamination.
Polyethylene Terephthalate Polyester Machining Guide: Supportive Information
Chemical Resistant Materials
Quality Assurance Certifications
Looking for more machining guides on performance thermoplastics?
 Thermal expansion or contraction occurs when a material is exposed to temperature change and thus leads to change in all dimensions, as well as other physical properties. While this effect is most noticeable in gasses and liquids, it is also notable in solids. Softer materials such as unreinforced polymers experience greater levels of dimensional change per each degree change in temperature.
Thermal expansion or contraction occurs when a material is exposed to temperature change and thus leads to change in all dimensions, as well as other physical properties. While this effect is most noticeable in gasses and liquids, it is also notable in solids. Softer materials such as unreinforced polymers experience greater levels of dimensional change per each degree change in temperature.