Aerospace additive manufacturing is revolutionizing propulsion system development, as demonstrated by GE Aviation’s consolidation of a twenty-part fuel nozzle into a single 3D-printed component, achieving a 25% weight reduction. NASA has further validated this technology, reducing injector fabrication costs by 70% and cutting production time from one year to four months. These achievements highlight the transformative potential of additive manufacturing in the 3d printing aerospace industry.
This article examines high-performance polymers such as PEEK, ULTEM, and carbon fiber composites used for polymer components for spacecraft. It explores precision manufacturing technologies, including FFF, SLS, and SLA, and their aerospace applications. Additionally, it addresses aerospace precision machining challenges, quality assurance protocols, and the integration of polymer parts in next-generation propulsion systems.
High-Performance Polymer Materials for Aerospace Propulsion Components
ULTEM and Polyetherimide (PEI) for High-Temperature Applications
Polyetherimide maintains structural integrity at temperatures where conventional thermoplastics fail. ULTEM exhibits a glass transition temperature around 217°C with continuous-use capability up to 170°C. This amorphous thermoplastic demonstrates exceptional resistance to chemicals, alcohols, and hydrocarbon solvents while maintaining low moisture absorption.
The material meets FAA regulation 25.853 for flammability, producing minimal smoke with toxicity levels comparable to burning wood. ULTEM provides one of the highest dielectric strengths among thermoplastics, making it suitable for electrical insulation in propulsion system components. Its tensile strength reaches 15,200 psi at 73°F, with flexural strength at 22,000 psi. Aerospace applications include fuel system brackets, thermal ducting, and interior components where weight reduction without compromising mechanical performance remains critical.
PEEK and PEKK Performance Characteristics
PEKK demonstrates a higher glass transition temperature of approximately 162°C compared to PEEK’s 143°C. This 19-degree difference stems from PEKK’s higher ketone-to-ether ratio, producing a more rigid molecular structure. The crystallization behavior differs substantially between these polyaryletherketone materials. PEKK crystallizes more slowly, remaining in an amorphous, malleable state longer during cooling. This extended processing window enables better layer adhesion in additive manufacturing, producing near-isotropic strength where Z-axis properties approach X and Y values.
PEKK processes at lower extrusion temperatures of 345-375°C versus PEEK’s 400°C+ requirement. The melting point for PEKK sits around 340°C, while PEEK reaches approximately 343°C. Both materials resist Skydrol, Jet-A fuel, and hydraulic fluids. PEKK achieves superior flame, smoke, and toxicity performance with extremely low smoke generation.
Polyphenylsulfone (PPSU) Thermal Stability
Polyphenylsulfone exhibits a glass transition temperature around 200°C owing to aromatic ring structures. The material operates continuously at temperatures around 180°C with short-term exposures above 204°C. PPSU displays very low heat release capacity during combustion, making it suitable for applications requiring inherent flame retardancy.
Thermal degradation studies show onset temperatures where 5% mass loss occurs, with maximum decomposition rates between 500-630°C and 630-750°C. These two-stage decomposition processes involve chain breaking reactions followed by oxidation. The material withstands steam sterilization over 1000 cycles without significant property degradation.
Carbon Fiber Reinforced Polymer Composites
Carbon fiber delivers tensile strength ranging from 3-7 GPa with modulus values between 200-700 GPa. PAN-based standard modulus fibers achieve 4.0-5.5 GPa tensile strength at densities of 1.75-1.80 g/cm³. Pitch-based high modulus variants reach modulus values up to 700 GPa, though tensile strength decreases to 2.5-3.5 GPa. Carbon fiber composites demonstrate specific strengths 12-15 times higher than aluminum and 8-10 times higher than titanium.
Material Selection Criteria for Propulsion System Environments
Material selection depends on thermal exposure profiles, chemical compatibility, and mechanical load requirements. Temperature resistance capabilities determine polymer suitability, with continuous operation temperatures ranging from 170°C for ULTEM to 260°C for PEKK. Chemical resistance to propellants, fuels, and oxidizing agents influences material choice for fuel system components.
Precision Polymer Additive Manufacturing Technologies
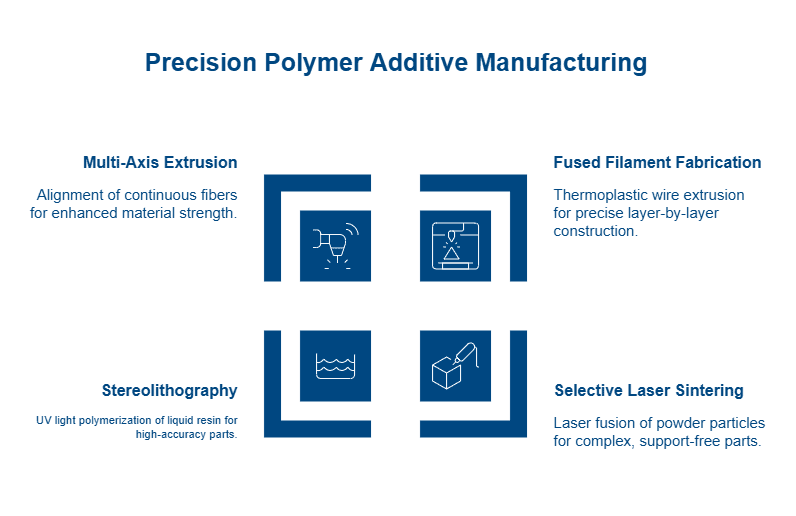
Fused Filament Fabrication (FFF) Process Parameters
Thermoplastic wire feeds into a high-temperature nozzle where the FFF machine extrudes molten filament onto the build platform. Bed temperature significantly influences warpage deformation during the rapid heating and cooling cycles inherent to the process. Analysis of variance studies demonstrate that bed temperature contributes the dominant effect on dimensional accuracy, while infill density contributes 2.84% to warpage reduction. Each remaining process parameter contributes less than 1% individually. Nozzle temperatures typically operate at the upper end of manufacturer recommendations, with optimal values varying by filament brand and color formulation.
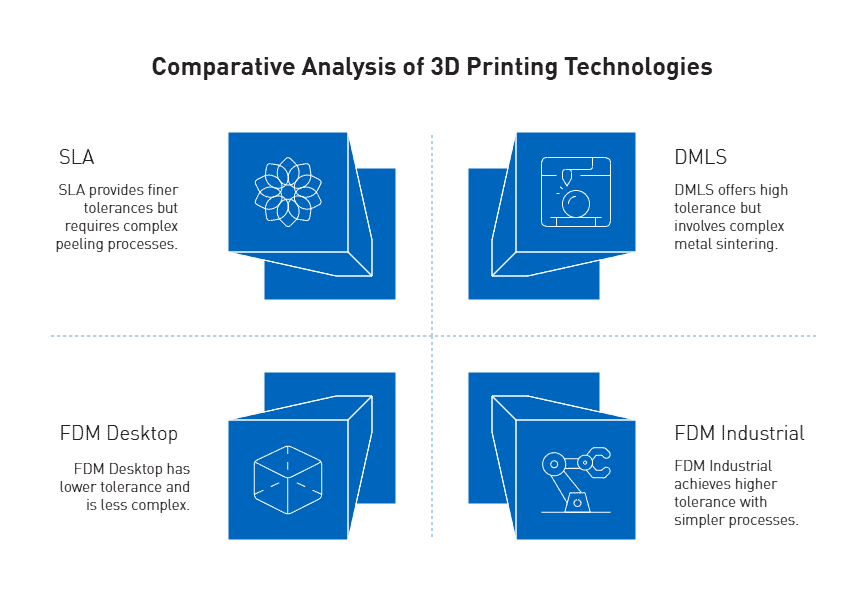
Selective Laser Sintering (SLS) for Polymer Parts
Powder rollers spread material across the build platform, heated to temperatures just below the sintering point. A high-powered laser then selectively fuses the powder particles layer by layer. The unused powder in each layer serves as natural support during fabrication, eliminating support structure requirements and enabling complex geometries without additional removal steps. This characteristic reduces warping and distortion risks compared to other additive manufacturing methods. Industrial SLS achieves dimensional tolerance of ±0.3% with a lower limit of ±0.3 mm. Preheating the powder bed to temperatures near the polymer’s melting point minimizes thermal gradients and maintains controlled sintering behavior throughout the build volume.
Stereolithography (SLA) Dimensional Accuracy
UV light irradiates liquid photosensitive resin to generate polymerization reactions, solidifying three-dimensional structures layer by layer. SLA produces parts with high dimensional accuracy, achieving tolerance levels of ±0.1 mm for most configurations. Layer resolutions reach as fine as 25 microns, enabling intricate details comparable to injection molded components. Build orientation substantially affects accuracy, with 45-degree angles generally showing the smallest deviations from nominal dimensions. Cylindrical features demonstrate deviation improvements from -7.28% at 0° to -4.81% at 90° orientation.
Multi-Axis Extrusion Systems for Complex Geometries
Multi-axis material extrusion enables alignment of continuous fiber-reinforced materials to three-dimensional load paths. Continuous carbon fiber-reinforced PLA achieves tensile strength of 190.76 MPa and modulus of 9.98 GPa, substantially exceeding neat PLA values of 60.31 MPa and 3.01 GPa. Multi-axis CCF-reinforced samples absorbed maximum loads 5.8 times higher than multi-axis short carbon fiber PLA.
Propulsion System Applications and Integration
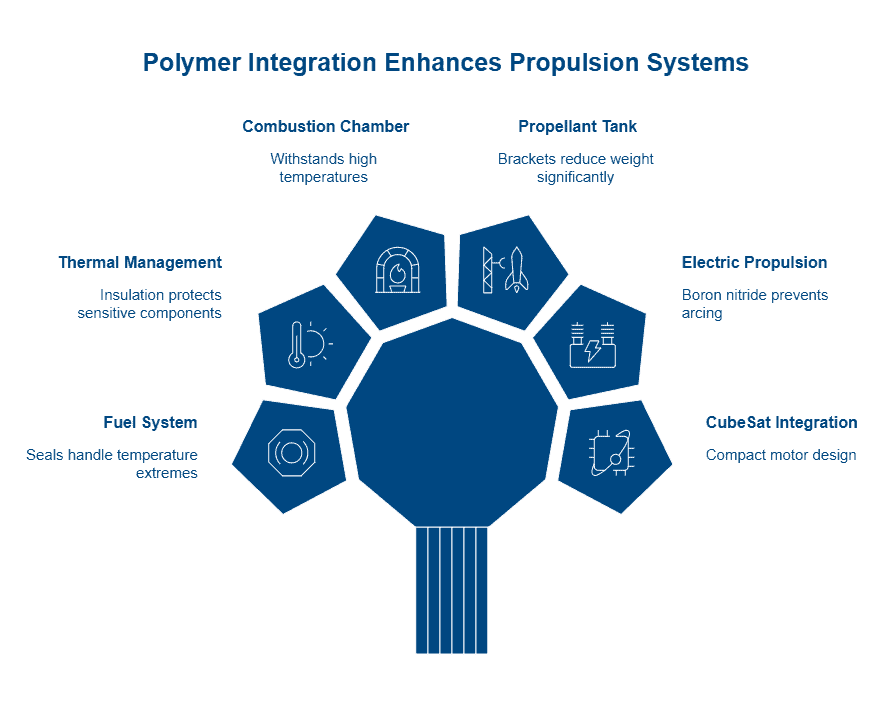
Fuel System Components and Manifolds
Spring-energized seals with PTFE and Hytrel jackets handle extreme temperature variations while maintaining chemical compatibility with various propellants, operating at pressures up to 1 MPa. These components require precise quality control measures to maintain integrity under demanding conditions.
Thermal Management Ducting and Heat Shields
High-temperature insulation materials protect sensitive components from wide temperature fluctuations resulting from compression and decompression cycles. Specialized heat-resistant fabrics shield air ducts, tubing, and environmental control systems from thermal exposure.
Combustion Chamber Insulation Components
Additively manufactured propulsion systems withstand temperatures reaching 4,000°F alongside cryogenic exposure to -80°F. Windform materials enable integrated designs where combustion chambers operate within oxidizer tanks without leak paths.
Propellant Tank Brackets and Mounting Systems
PEEK-ESD polymer brackets achieve 40% weight reduction compared to machined aluminum and titanium alternatives. These injection-molded components maintain structural integrity when constantly immersed in fuel throughout aircraft service life.
Electric Propulsion Polymer Insulator Parts
Electrical insulation incorporating boron nitride fillers provides high thermal conductivity while preventing electrical arcing events in high-voltage systems. Vespel delivers exceptional thermal and mechanical stability for hydrogen propulsion applications.
CubeSat and Small Satellite Propulsion Integration
The AMPS-H motor demonstrates multi-start capability at 6.2 lbf thrust for 16-second durations, maintaining a compact 10 cm³ form factor. Windform XT enables single-piece construction of propellant tanks and combustion chambers for 2U CubeSat configurations.
Quality Assurance and Manufacturing Challenges
Dimensional Tolerances in Aerospace Precision Machining
Aerospace precision machining demands tolerances of ±0.001″ (25 μm) or tighter to ensure safety and performance. However, metal additive manufacturing typically achieves ±0.005″ to ±0.010″ depending on geometry, material, and orientation. Thermal expansion during processing and tool wear create dimensional drift that requires sophisticated measurement equipment and trained personnel for verification.
Layer Adhesion and Mechanical Property Anisotropy
Interlayer bond strength significantly determines mechanical performance in additively manufactured structures. Cold joints form at layer interfaces, serving as potential damage initiation points. Build orientation substantially influences final properties, with upright orientations exhibiting especially poor performance. Time intervals between layer depositions affect bond quality, as extended delays cause void formation and reduced structural integrity.
Thermal Degradation During Processing
Polymer degradation occurs when materials undergo elevated temperatures, causing loss of mechanical and optical properties. Chain scission reduces molecular weight and alters distribution, affecting viscosity and flow characteristics. Glass transition temperatures shift lower with increasing degradation degrees.
Contamination Control in Cleanroom Manufacturing
Contamination in minuscule quantities degrades spacecraft hardware performance. HEPA filters capture airborne particles down to 0.3 microns. Cleanroom classifications specify maximum allowable particles per cubic foot of air.
Non-Destructive Testing Methods for Polymer Parts
NDT services detect delamination, voids, porosity, cracks, and foreign objects without compromising component integrity. C-scan techniques identify manufacturing flaws in composite panels up to 13mm thickness.
Conclusion
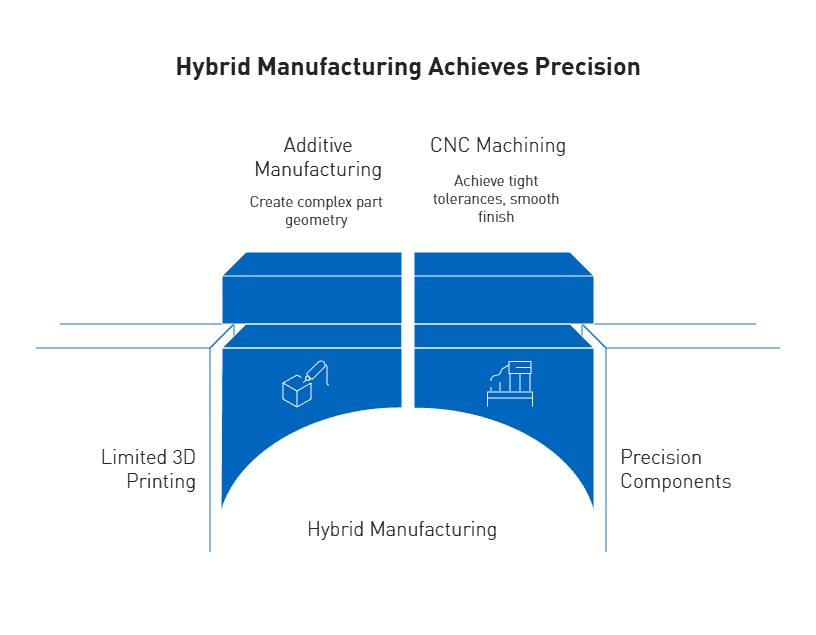
Additive manufacturing transforms aerospace propulsion through advanced polymers like PEEK, ULTEM, and carbon fiber composites. These materials, combined with precision technologies, enable weight reductions exceeding 40% while maintaining structural integrity under extreme conditions.
As demonstrated by fuel systems, thermal ducting, and CubeSat propulsion components, polymer additive manufacturing addresses critical aerospace challenges. Quality assurance protocols continue evolving to meet demanding tolerances, positioning polymer components as essential elements in next-generation propulsion systems.
The future of aerospace additive manufacturing will be defined by partners who can do more than print a part, they must understand material behavior, dimensional control, and the performance demands of mission-critical systems. AIP Precision Machining combines additive manufacturing, ultra-precision machining, and high-performance polymer expertise to support next-generation aerospace and space applications with confidence. If your team is evaluating lightweight polymer components for propulsion, thermal management, or structural integration, contact AIP today to discuss your design goals and identify the right manufacturing path forward.



 In the aerospace parts manufacturing sector, the selection and processing of materials are driven by the industry’s unyielding pursuit of advancements in strength, weight reduction, and resistance to extreme conditions.
In the aerospace parts manufacturing sector, the selection and processing of materials are driven by the industry’s unyielding pursuit of advancements in strength, weight reduction, and resistance to extreme conditions.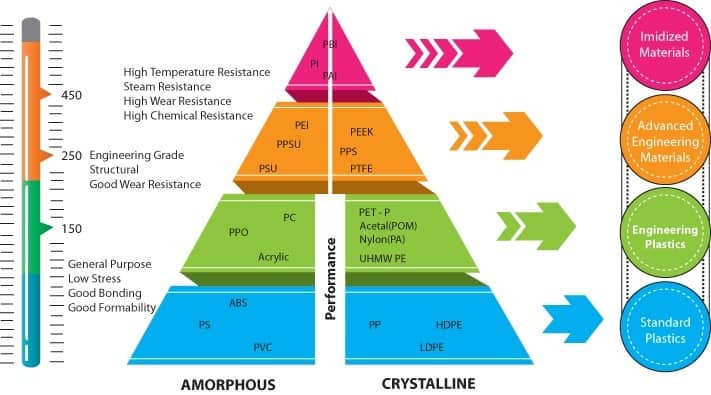
 There’s no doubt that plastics have become more and more popular in modern medicine. Short lead times are essential in this industry, and both 3D additive manufacturing and CNC machining provide fast production times. When is your medical application better suited for 3D printing, though, and when does precision plastic machining have the upper hand in plastic manufacturing?
There’s no doubt that plastics have become more and more popular in modern medicine. Short lead times are essential in this industry, and both 3D additive manufacturing and CNC machining provide fast production times. When is your medical application better suited for 3D printing, though, and when does precision plastic machining have the upper hand in plastic manufacturing?