Medical device manufacturing has revolutionized the healthcare industry, particularly in the realm of orthopedic implants. The production of these vital components requires precision machining techniques and the use of high-performance polymers.
PEEK and other biocompatible materials have become integral in creating durable, lightweight implants that mimic natural bone properties. This advancement in manufacturing has led to significant improvements in prosthetics, spinal implants, and other implantable devices.
At the forefront of this industry, AIP Precision Machining leverages over four decades of expertise in crafting high-precision components from advanced materials like PEEK. AIP’s commitment to innovation and quality ensures that every orthopedic implant meets the rigorous demands of modern medical applications. Utilizing cutting-edge technology, AIP specializes in producing complex, custom-tailored implants that adhere to the tightest tolerances, essential for the proper fit and function within the human body.
The process of manufacturing orthopedic implants involves a complex interplay of cutting-edge technology and stringent quality control measures. Precision machining enables the creation of intricate plastic components with tight tolerances, essential for ensuring proper fit and function within the human body. AIP’s operations are certified under ISO 13485, ensuring that all processes meet the stringent requirements for medical device manufacturing. This adherence to FDA regulations and international standards is crucial for maintaining the highest levels of safety and efficacy.
As the field continues to evolve, innovations in design and manufacturing techniques are paving the way for more personalized and effective orthopedic solutions, promising enhanced patient outcomes and improved quality of life. AIP’s dedication to precision and quality in medical device manufacturing plays a critical role in advancing these innovations, providing the healthcare industry with reliable and effective solutions for orthopedic care.
Precision Machining Techniques for Orthopedic Implants
In the highly complex field of orthopedic implants, precision machining plays a critical role in ensuring the reliability, durability, and biocompatibility of implantable devices. Advanced machining techniques, including multi-axis CNC milling and turning, are employed to achieve the intricate geometries and tight tolerances required for components that must integrate seamlessly with human bone and tissue.
These techniques not only enhance the structural integrity of implants but also contribute to their long-term performance in the demanding conditions of the human body. By leveraging cutting-edge precision machining technologies, manufacturers can produce orthopedic implants that meet the highest standards of medical safety and efficacy.
Let’s review some of the most commonly used techniques.
Design for Manufacturing (DFM) Assistance
DFM is crucial for creating complex orthopedic implants with intricate designs and tight tolerances. It identifies the most cost-effective manufacturing processes during prototyping, helping to work out design flaws early. Finite element analysis (FEA) predicts how devices respond to real-world forces, revealing design weaknesses and potential failure points.
CNC Milling and Turning
CNC machining is indispensable in medical device manufacturing due to its precision, consistency, and adaptability. CNC milling uses rotary cutting tools to produce complex parts, while CNC turning utilizes a lathe to shape cylindrical components. These techniques are ideal for manufacturing orthopedic implants, surgical instruments, and components like screws and plates.
Live Tooling
Live tooling enhances the capabilities of CNC lathes, allowing for milling operations on the same machine. This technology is particularly useful for producing small, complex orthopedic components with high precision. It enables multi-axis machining, which is essential for creating the intricate geometries required in many implants.
Surface Finishing
Surface finishing is critical for orthopedic implants to ensure biocompatibility and functionality. Techniques like finishing and polishing create smooth, high-quality surfaces without compromising the implant’s geometric integrity. These processes can achieve surface roughness readings as low as Ra < 0.02 μm, essential for optimal implant performance.
3D Printing and Additive Manufacturing
3D printing has revolutionized orthopedic implant manufacturing, allowing for the creation of patient-specific implants and complex geometries that would be challenging to produce with traditional methods. This technology enables the production of porous structures that mimic natural bone, potentially improving osseointegration. 3D printing also facilitates rapid prototyping and small production runs, offering flexibility in design and manufacturing.
| Machining Technique | Key Advantages | Applications in Orthopedic Implants |
| CNC Milling | High precision, complex geometries | Joint replacements, bone plates |
| CNC Turning | Ideal for cylindrical parts | Screws, pins, rods |
| Live Tooling | Multi-axis capability, efficiency | Small, complex components |
| Surface Finishing | Improved biocompatibility | All implant types |
| 3D Printing | Patient-specific designs, porous structures | Custom implants, spinal cages |
These advanced machining techniques have significantly improved the manufacturing of orthopedic implants, enabling the production of more complex, precise, and patient-specific devices. The combination of these methods allows for the creation of implants that better mimic natural bone structures, potentially leading to improved patient outcomes and faster recovery times.
Key Materials Used in Orthopedic Implant Manufacturing
 The selection of materials is crucial in the manufacturing of orthopedic implants, as these materials must offer exceptional biocompatibility, strength, and durability to withstand the rigors of the human body.
The selection of materials is crucial in the manufacturing of orthopedic implants, as these materials must offer exceptional biocompatibility, strength, and durability to withstand the rigors of the human body.
Advanced materials such as titanium alloys, cobalt-chromium, and high-performance polymers like PEEK are frequently employed due to their superior mechanical properties and compatibility with biological tissues.
These materials not only ensure the structural integrity of implants but also play a crucial role in minimizing the risk of rejection and enhancing patient outcomes. By carefully selecting and engineering these materials, manufacturers can produce implants that meet the stringent demands of medical applications.
Let’s explore some of the most commonly used materials in greater detail.
Ultra-High Molecular Weight Polyethylene (UHMWPE)
UHMWPE, a semi-crystalline polymer with a molecular weight of 3.5-6 million g/mol, has been used in joint arthroplasty for over 50 years. Its unique structure, combining crystalline and amorphous phases, provides high mechanical properties and wear resistance. UHMWPE is typically compression molded or ram extruded into bars, then machined into implants.
Polyetheretherketone (PEEK)
PEEK, a semi-crystalline thermoplastic polymer, offers advantages over metal implants. Its mechanical properties closely mimic human bone, reducing stress shielding. PEEK is radiolucent and nonmagnetic, allowing for unobstructed imaging. Its thermal conductivity is similar to human cortical bone, enhancing patient comfort.
Carbon Fiber-Reinforced PEEK
CFR-PEEK combines PEEK’s benefits with carbon fiber’s strength. It has a modulus similar to bone, potentially reducing stress shielding and bone resorption. CFR-PEEK is biocompatible, durable, and x-ray transparent. It has been used successfully in spinal cages, bone fixation screws, and more recently, in orthopedic implants.
| Material | Key Advantages | Applications |
| UHMWPE | High wear resistance, low friction | Bearing surfaces in joint replacements |
| PEEK | Bone-like mechanical properties, imaging compatibility | Spinal implants, customized implants |
| CFR-PEEK | Enhanced strength, durability | Articulating implants, knee replacements |
These advanced polymers have revolutionized orthopedic implant manufacturing, offering improved biocompatibility and performance compared to traditional metal implants.
Quality Control and Regulatory Compliance in Implant Manufacturing
Ensuring the highest standards of quality control and regulatory compliance is essential in the manufacturing of orthopedic implants.
These implants must meet strict industry standards and regulatory requirements to ensure their safety, efficacy, and reliability. Rigorous quality control measures, including thorough testing and inspection processes, are implemented at every stage of production to detect and address any potential issues.
Additionally, adherence to regulatory guidelines, such as ISO 13485 and FDA regulations, is vital to ensure that each implant not only performs as intended but also meets the stringent criteria set by global health authorities. These practices help to mitigate risks, ensure patient safety, and maintain the trust of healthcare providers and patients alike. By prioritizing quality control and regulatory compliance, manufacturers can consistently deliver implants that uphold the highest standards in the medical industry.
Let’s examine the key aspects of quality control and the regulatory requirements involved in implant manufacturing.
FDA Regulations and ISO Standards
Orthopedic implant manufacturers must adhere to strict FDA regulations and ISO standards. Title 21 of the CFR outlines rules for medical devices, including quality system regulation (Part 820), establishment registration (Part 807), and unique device identification (Part 830). ISO 11607-1 and 11607-2 updates require usability studies for medical device packaging. The EU Medical Device Regulation (MDR) has significant implications for device classifications and technical file submissions.
Inspection and Testing Methods
Advanced inspection methods are crucial for ensuring implant quality. Coordinate measuring machines (CMMs) and optical scanning have replaced manual gaging for more precise dimensional verification. CT scanning offers high-resolution inspection for additive manufacturing. Essential tests include mechanical fatigue testing, chemical composition analysis, cleanliness verification, coating analysis, and metallurgical inspection. These methods help manufacturers meet stringent quality control requirements and regulatory standards.
Sterilization and Packaging Requirements
Sterilization is critical for implant safety. Steam sterilization is preferred for healthcare facility processing, with strict adherence to manufacturers’ instructions. Implants should be individually wrapped and sterile from the manufacturer when possible. Packaging must maintain sterility and allow for aseptic presentation.
Each implant requires a lot control identifier for traceability. Sterilization records must be maintained, including lot number, contents, and test results. Flash sterilization of implants is not recommended due to increased infection risks.
Advancements in Orthopedic Implant Design
Recent advancements in orthopedic implant design have revolutionized the way implants interact with the human body, offering improved outcomes for patients and expanding the possibilities for treatment.
Innovations such as 3D printing, bioactive coatings, and customizable implants have enhanced the precision, functionality, and integration of these devices with natural bone and tissue. These cutting-edge designs not only improve the fit and stability of implants but also promote faster healing and longer-lasting results. As technology continues to evolve, orthopedic implant design is moving toward increasingly personalized and effective solutions.
Let’s explore some of the most significant advancements shaping the future of orthopedic implants.
Patient-Specific Implants
Patient-specific implants (PSIs) are revolutionizing orthopedics by personalizing treatment based on individual anatomy. These implants aim to reduce procedural costs, minimize surgical time, and maximize patient outcomes. Using CT or MRI scans with specialized software, surgeons can create preoperative plans and custom cutting guides. This technology has seen increased use in total knee and hip arthroplasty, corrective osteotomies, and is being explored for shoulder and spinal surgeries.
Porous Structures for Osseointegration
Porous titanium structures have been developed to improve implant stability, especially in poor bone quality. These structures induce new bone tissue ingrowth and neovascularization in 3D aspects. The porous scaffolds offer an elastic modulus closer to cancellous bone, allowing better load distribution. Precise control of porosity and pore size is crucial for maximizing benefits. Some designs combine porous structures with threaded implants for enhanced primary mechanical stability and removability.
Smart Implants with Sensors
Smart implants integrate sensor technology to provide real-time data for both patients and healthcare providers. These devices can measure pressure, force, strain, stress, displacement, proximity, and temperature from inside the body. Smart sensors have applications in hip and knee osteoarthritis treatment, spinal instrumentation, and fracture healing. They offer benefits such as intra-operative monitoring, long-term patient surveillance, and the potential for early detection of implant loosening or failure.
Future Trends in Orthopedic Implant Manufacturing
Bioprinting and Tissue Engineering
Three-dimensional bioprinting technology offers a potential solution for healing bony defects and creating bone tissue substitutes. This technique allows for even cellular distribution and precise control over structural components like porosity. Developing suitable bioinks remains a challenge, as they must possess strong mechanical properties, biocompatibility, and ease of extrusion. Hydrogels, such as alginate and GelMA, are popular choices due to their compatibility with bioprinting and ability to mimic the extracellular matrix.
Nanomaterials and Coatings
Nanomaterials show great promise in orthopedic applications due to their exceptional tribological qualities, wear resistance, and ability to facilitate osseointegration. Nanostructured materials can mimic the hierarchical structure of native bones, promoting cell proliferation and reducing infection rates. Various nanostructures, including metal-organic frameworks, nanoflowers, and quantum dots, are being explored for use in implants. These nanosized components stimulate precise protein interactions and enhance osteoblast growth, leading to more effective bone development compared to conventional tools.
The Role of CAD/CAM in Orthopedic Implant Manufacturing
In orthopedic manufacturing, metrology and inspection are critical components that ensure the precision and quality of implants. Accurate measurement and rigorous inspection processes are essential to verify that each implant meets the exact specifications required for optimal performance.
Advanced metrology tools, such as coordinate measuring machines (CMM) and optical scanners, are employed to achieve precise dimensional analysis and surface evaluation. These technologies help detect any deviations from design specifications, ensuring that every implant adheres to the highest standards of accuracy and quality.
By integrating metrology and inspection into the manufacturing process, companies can guarantee that their products are reliable, safe, and fit for purpose.
Let’s explore the key metrology and inspection techniques used in orthopedic manufacturing.
CAD/CAM technology has revolutionized orthopedic implant manufacturing, enabling precise design and production of complex, patient-specific devices. The process begins with 3D modeling and design optimization, utilizing high-resolution CT or MRI scans to create accurate digital representations. CNC programming and simulation then translate these designs into machine-readable code, ensuring efficient and error-free production. Integration with additive manufacturing techniques, such as electron beam melting (EBM), allows for the creation of intricate porous structures that promote osseointegration. This seamless workflow from digital design to physical product has significantly reduced production time and improved implant quality, ultimately enhancing patient outcomes in orthopedic surgeries.
Metrology and Inspection in Orthopedic Manufacturing
Coordinate Measuring Machines (CMM)
Multisensor and optical CMMs from Hexagon Manufacturing Intelligence offer flexibility for complex geometric measurements in orthopedic implant quality assurance. These machines enable simultaneous recording of multiple measuring points without contact, providing speed advantages over conventional probing. The combination of different sensors allows comprehensive evaluation of implant features, increasing measurement throughput and reducing inspection costs.
Optical and Laser Scanning
Optical scanning techniques permit use on high-gloss and mirror-polished surfaces, common in orthopedic implants. The looping function in PC-DMIS software enables repeated execution of programmed scan tracks, generating high-resolution point clouds for fast target-to-actual comparisons of implant surface geometry with CAD data. This method enhances productivity and accuracy in implant inspection.
X-ray and CT Inspection Methods
X-rays remain the most common diagnostic imaging technique for orthopedic implants. However, CT scans offer more detailed views, with recent advancements addressing metallic artifacts. Projection-based metal artifact reduction algorithms (MAR) and dual-energy CT have improved image quality, enabling better visualization of relevant anatomic structures around metal implants.
Conclusion
The advancements in precision machining techniques for polymers have brought about a revolution in orthopedic implant manufacturing. These cutting-edge methods, combined with high-performance materials like PEEK and UHMWPE, have paved the way for creating implants that closely mimic natural bone properties. This progress has led to significant improvements in prosthetics, spinal implants, and other devices, ultimately enhancing patient outcomes and quality of life. The integration of advanced technologies such as 3D printing and smart sensors promises even more personalized and effective orthopedic solutions in the future.
As the field continues to evolve, maintaining strict quality control measures and regulatory compliance remains crucial to ensure the safety and efficacy of these life-changing devices. The ongoing research into bioprinting, tissue engineering, and nanomaterials holds great potential to further transform the landscape of orthopedic implants.
Our team is ready to provide a comprehensive technical consultation for your medical project. Contact our team to explore how we can support your innovative ideas in this exciting field.
Key Takeaways
| Section | Key Takeaways |
| Precision Machining Techniques | This section emphasizes the importance of advanced CNC machining techniques, such as multi-axis milling and turning, in the production of orthopedic implants. These techniques allow for the creation of complex geometries with high precision, essential for ensuring the reliability and biocompatibility of implants. The use of surface finishing methods further enhances the implants’ biocompatibility . |
| Materials Used in Orthopedic Implants | The section highlights the critical role of selecting high-performance materials like PEEK and CFR-PEEK, which offer superior mechanical properties and biocompatibility. These materials are preferred for their ability to closely mimic natural bone properties, reduce stress shielding, and improve imaging compatibility. Advanced polymers have significantly improved implant performance over traditional metal counterparts . |
| 3D Printing and Additive Manufacturing | 3D printing is revolutionizing implant manufacturing by enabling the creation of patient-specific implants and complex porous structures that enhance osseointegration. This technology also allows for rapid prototyping and small production runs, providing flexibility in design and reducing time-to-market . |
| Metrology and Inspection | Advanced metrology tools, such as coordinate measuring machines (CMM) and optical scanners, are essential in ensuring the precision and quality of orthopedic implants. These tools allow for detailed dimensional analysis and surface evaluation, helping manufacturers meet stringent regulatory standards and ensure the implants are safe and effective . |
| Quality Control and Regulatory Compliance | Ensuring compliance with FDA regulations and ISO standards is crucial in orthopedic implant manufacturing. The section details the importance of rigorous quality control measures, including mechanical fatigue testing, chemical analysis, and inspection methods, to ensure that implants meet the highest safety and efficacy standards . |
| Advancements in Implant Design | Innovations in implant design, such as patient-specific implants, porous structures for improved osseointegration, and smart implants with integrated sensors, are highlighted. These advancements are leading to more personalized and effective orthopedic solutions, improving patient outcomes and the long-term success of implants . |
| Future Trends in Orthopedic Implant Manufacturing | The document explores future trends, including bioprinting and the use of nanomaterials, which are expected to further enhance the functionality and integration of orthopedic implants. These technologies promise to provide even more advanced and tailored solutions for patients . |
FAQs
Q: What is the process for creating orthopedic implants?
A: The creation of orthopedic implants includes several crucial steps. Initially, engineers and surgeons collaborate to design the implant. Next, biocompatible materials are selected. Finally, the implants are produced using techniques like casting or machining.
Q: How does the FDA classify orthopedic implants?
A: The Food and Drug Administration (FDA) classifies implantable post-surgical kinematic measurement knee devices as class II, which requires special controls.



 Each of these polymers brings a unique set of properties to the table, making them highly suitable for the demanding requirements of aerospace cryogenic seals. Their combined characteristics of chemical resistance, thermal stability, low moisture absorption, and mechanical durability under extreme conditions position them as optimal materials for aerospace applications, where failure is not an option.
Each of these polymers brings a unique set of properties to the table, making them highly suitable for the demanding requirements of aerospace cryogenic seals. Their combined characteristics of chemical resistance, thermal stability, low moisture absorption, and mechanical durability under extreme conditions position them as optimal materials for aerospace applications, where failure is not an option.

 2.3 Market Opportunities
2.3 Market Opportunities 4. Regional Analysis
4. Regional Analysis In a case study for
In a case study for  In the medical world, devices often come into contact with a variety of chemicals, be it medications, sterilization agents, or bodily fluids. PEEK is chemically inert, resisting potential degradation or reactions that could compromise the device’s functionality or patient safety. Furthermore, PEEK devices can be sterilized using standard medical sterilization techniques without compromising the material’s integrity.
In the medical world, devices often come into contact with a variety of chemicals, be it medications, sterilization agents, or bodily fluids. PEEK is chemically inert, resisting potential degradation or reactions that could compromise the device’s functionality or patient safety. Furthermore, PEEK devices can be sterilized using standard medical sterilization techniques without compromising the material’s integrity.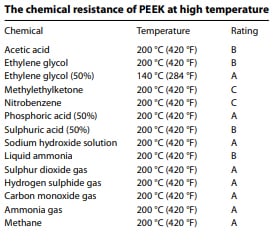 The chart at the right shows the chemical resistance of PEEK at 200°C (420°F). PEEK exhibits excellent resistance to a wide range of organic and inorganic chemicals. The compatibility of PEEK with many chemicals at 20 °C (68 °F) has been investigated and the results for unreinforced grades are favorable. PEEK is compatible with almost any of the solvents used in HPLC. The only solvent which will attack PEEK are concentrated nitric acid and sulfuric acids.
The chart at the right shows the chemical resistance of PEEK at 200°C (420°F). PEEK exhibits excellent resistance to a wide range of organic and inorganic chemicals. The compatibility of PEEK with many chemicals at 20 °C (68 °F) has been investigated and the results for unreinforced grades are favorable. PEEK is compatible with almost any of the solvents used in HPLC. The only solvent which will attack PEEK are concentrated nitric acid and sulfuric acids.
 One of the primary growth drivers for the aerospace parts manufacturing industry is the increasing demand for aircraft maintenance and replacement. As commercial airlines, military aircraft, and general aviation operations continue to expand, the need for high-quality, reliable aircraft components escalates. Furthermore, with aircraft often exposed to harsh environmental conditions, the need for regular maintenance and part replacement is paramount, ensuring operational safety and efficiency.
One of the primary growth drivers for the aerospace parts manufacturing industry is the increasing demand for aircraft maintenance and replacement. As commercial airlines, military aircraft, and general aviation operations continue to expand, the need for high-quality, reliable aircraft components escalates. Furthermore, with aircraft often exposed to harsh environmental conditions, the need for regular maintenance and part replacement is paramount, ensuring operational safety and efficiency.
 Predictive maintenance, powered by big data and analytics, is transforming the aviation industry. By leveraging flight-recorded data, airlines can significantly reduce maintenance expenditures and enhance operational efficiency. This trend is creating unique growth opportunities for aerospace parts manufacturers, enabling them to meet evolving industry requirements.
Predictive maintenance, powered by big data and analytics, is transforming the aviation industry. By leveraging flight-recorded data, airlines can significantly reduce maintenance expenditures and enhance operational efficiency. This trend is creating unique growth opportunities for aerospace parts manufacturers, enabling them to meet evolving industry requirements.
 The temperature adaptability of these plastics is demonstrated by their operational reliability within the space environment, where temperatures range from -150°C to 130°C, and they exhibit resistance to elevated temperatures in rocket engine applications. Exhibiting optimal flammability characteristics, these materials are compatible with both liquid oxygen (LOX) and gaseous oxygen (GOX), critical for maintaining safety in the highly reactive environments of spacecraft.
The temperature adaptability of these plastics is demonstrated by their operational reliability within the space environment, where temperatures range from -150°C to 130°C, and they exhibit resistance to elevated temperatures in rocket engine applications. Exhibiting optimal flammability characteristics, these materials are compatible with both liquid oxygen (LOX) and gaseous oxygen (GOX), critical for maintaining safety in the highly reactive environments of spacecraft.
 Ultem’s notable characteristics are high processability, dimensional stability, environmental stress resistance, and flammability resistance, all of which are critical for the harsh and unpredictable conditions of space. It also offers long-term heat resistance, which is a significant factor for components exposed to extreme temperatures, which is beneficial for rocket launches.
Ultem’s notable characteristics are high processability, dimensional stability, environmental stress resistance, and flammability resistance, all of which are critical for the harsh and unpredictable conditions of space. It also offers long-term heat resistance, which is a significant factor for components exposed to extreme temperatures, which is beneficial for rocket launches. Torlon also offers excellent wear and radiation resistance, both of which are essential properties for materials used in space environments. Inherent low flammability and smoke emission make it an ideal material for high temperature and potentially hazardous conditions present in rocket propulsion systems.
Torlon also offers excellent wear and radiation resistance, both of which are essential properties for materials used in space environments. Inherent low flammability and smoke emission make it an ideal material for high temperature and potentially hazardous conditions present in rocket propulsion systems. One of the remarkable characteristics of Vespel is its high-temperature resistance. This makes it ideal for use in the space industry where materials are frequently subjected to extreme temperatures. Furthermore, Vespel does not exhibit significant outgassing, even at high temperatures. This makes it useful for manufacturing lightweight heat shields and crucible support structures for spacecraft and rocket propulsion systems, where any outgassing could cause contamination and performance issues.
One of the remarkable characteristics of Vespel is its high-temperature resistance. This makes it ideal for use in the space industry where materials are frequently subjected to extreme temperatures. Furthermore, Vespel does not exhibit significant outgassing, even at high temperatures. This makes it useful for manufacturing lightweight heat shields and crucible support structures for spacecraft and rocket propulsion systems, where any outgassing could cause contamination and performance issues.
 Since then, PEEK has only expanded as a performance biomaterial for instrumented spine surgery. In the United States, spine fusion is one of the leading surgeries for patients who suffer from chronic neck and back pain that does not respond to preliminary treatments.
Since then, PEEK has only expanded as a performance biomaterial for instrumented spine surgery. In the United States, spine fusion is one of the leading surgeries for patients who suffer from chronic neck and back pain that does not respond to preliminary treatments. The fields of orthopedics and spinal fusion continue to research new methods for best practices in the industry. Over the last three decades, medical-grade PEEK has established itself as the performance biomaterial of choice for surgeons and OEMs. Medical device design demands the highest level of sanitation, biocompatibility, and precision in one of the most extreme environments, the human body.
The fields of orthopedics and spinal fusion continue to research new methods for best practices in the industry. Over the last three decades, medical-grade PEEK has established itself as the performance biomaterial of choice for surgeons and OEMs. Medical device design demands the highest level of sanitation, biocompatibility, and precision in one of the most extreme environments, the human body.
 Besides incredible thermal stability and resistance rivaling aluminum, copper, and steel, Torlon® is well known for its strength under pressure and chemical resistance. Torlon’s benefits include the following:
Besides incredible thermal stability and resistance rivaling aluminum, copper, and steel, Torlon® is well known for its strength under pressure and chemical resistance. Torlon’s benefits include the following: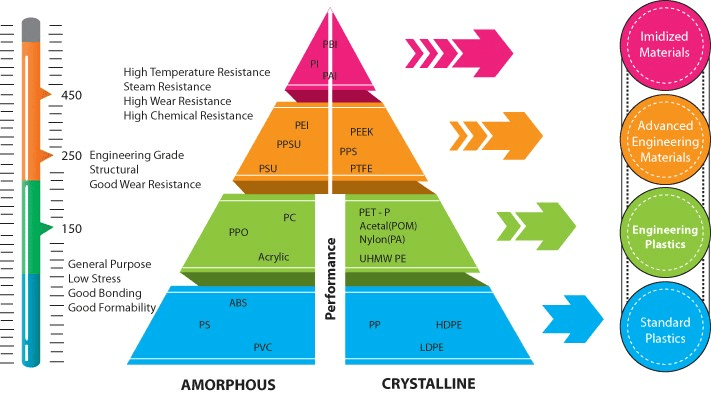
 TECATEC PEEK MT CW50® black plates are based on Victrex® PEEK that is reinforced with 50% vol. carbon fibers. This carbon fiber reinforcement elevates the stiffness and strength to be many times those of plates made from unreinforced PEEK or plates with short fiber reinforcement.
TECATEC PEEK MT CW50® black plates are based on Victrex® PEEK that is reinforced with 50% vol. carbon fibers. This carbon fiber reinforcement elevates the stiffness and strength to be many times those of plates made from unreinforced PEEK or plates with short fiber reinforcement.