The global medical polymer market is a highly dynamic sector, expected to experience substantial growth from 2024 to 2030. This article details the key factors influencing this market’s expansion, including technological advancements, regulatory frameworks, regional disparities, and the impact of the global health crisis.
Key Takeaways
| MARKET GROWTH (2024-2030)
The global medical polymer market is projected to grow significantly, from USD 20.44 billion in 2022 to USD 38.3 billion by 2030, with a CAGR of around 8%. |
INFLUENCING FACTORS
Adoption of Polymers in Medical Implants: Due to their chemical inertness and superior fatigue resistance. Demand for In-House and Advanced Medical Devices: Increasing need for advanced healthcare solutions.
|
| MARKET SEGMENTATION
By Product: Fibers & resins, medical elastomers, biodegradable polymers. By Application: Medical device packaging, medical components, wound care. |
REGIONAL ANALYSIS
North America leads in production and consumption. Europe follows closely, driven by political support and favorable regulations. Asia-Pacific expected to see the fastest growth. |
|
MARKET DYNAMICS
Drivers: · Growing pharmaceutical devices market. · Rising demand among aging populations and for medical procedures. · Increasing use of polyethylene-based surgical instruments. Restraints: · Stringent government regulations. · Fluctuations in raw material prices.
Opportunities: · Advancements in biodegradable polymers for medical applications. · Technological innovations in medical device packaging and diagnostics.
|
|
| KEY PLAYERS
Notable companies like BASF SE, Bayer, Celanese, DSM, DuPont |
CHALLENGES AND OPPORTUNITIES:
While facing regulatory and material cost challenges, the market has opportunities in biodegradable materials and technological advancements. |
1. Market Overview
The global medical polymer market was valued at approximately USD 20.44 billion in 2022 and is projected to reach a staggering USD 38.3 billion by 2030, growing at a Compound Annual Growth Rate (CAGR) of around 8%. This significant growth can be attributed to several factors, including the high adoption of polymers in medical implants due to their chemical inertness and superior fatigue resistance, and the rise in the demand for in-house and advanced medical devices.
2. Market Dynamics
2.1 Market Drivers
2.1.1 Increasing Pharmaceutical Devices Market
The expanding pharmaceutical device sector is a major driver for the growth of the medical polymer market. With the continuous advancements in medical technology and the increasing demand for advanced healthcare solutions, the need for medical polymers has witnessed a significant surge.
2.1.2 Aging Populations and Medical Procedures
The aging population is another prominent factor propelling the demand for medical polymers. As the elderly population increases, the requirement for medical procedures, particularly those involving the use of implants and surgical instruments, also rises. This trend is expected to continue, further fueling the market growth.
2.1.3 Increasing Demand for Polyethylene-Based Surgical Instruments
The rising demand for polyethylene-based surgical instruments has significantly contributed to the growth of the medical polymer market. Polyethylene, due to its durability, flexibility, and compatibility with human tissues and fluids, is an ideal choice for various medical applications.
2.2 Market Restraints
2.2.1 Stringent Government Regulations
Stringent government regulations governing new products and their usage in the medical field pose a significant challenge to market expansion. Approval processes for new products can be lengthy and rigorous, potentially hindering the market growth.
2.2.2 Fluctuating Raw Material Prices
The production of medical polymers is heavily reliant on raw materials like ethylene, propylene, caprolactam, corn starch, and silica stone. Fluctuating prices of these raw materials can affect the production cost, thereby impacting the overall market.
 2.3 Market Opportunities
2.3 Market Opportunities
2.3.1 Biodegradable Polymers in Medical Applications
The increasing use of biodegradable materials in the creation of medical implants presents a lucrative opportunity for the medical polymer market. This is due to the escalating environmental concerns and stringent government regulations for polymers used in the medical sector. As these materials are both cost-effective and efficient alternatives to conventional materials, they are expected to witness increased adoption in the near future.
2.3.2 Technological Innovations and Advancements
Technological innovations like device miniaturization, multipurpose medicine packaging, and point-of-care (POC) diagnostic equipment have significantly contributed to the rapid expansion of the global medical polymers market. As companies collaborate to develop novel solutions to meet the growing market demands, the use of polymer in medical applications is expected to rise, thereby boosting the market’s growth rate.
3. Market Segmentation
The medical polymer market can be segmented based on the type of product and its applications.
3.1 By Product
3.1.1 Fibers & Resins
Fibers and resins, such as Polyvinyl Chloride (PVC) and Polypropylene (PP), account for the largest market share due to their diverse applications in medical devices and equipment. They are highly sought after due to their high melting point, good resistance to dilute acids, alcohol, alkalis, high density, low-cost, good processability, good electrochemical insulation, good impact strength, very low water absorption, and FDA compliance.
3.1.2 Medical Elastomers
Medical elastomers like Styrene Block Copolymer and Rubber latex are also witnessing significant demand in the healthcare sector. Their lightweight, high bacterial, and chemical resistance properties make them ideal for various medical applications.
3.1.3 Biodegradable Polymers
Biodegradable polymers like Polylactic Acid (PLA) and Polyhydroxyalkanoate (PHA) are anticipated to witness the fastest growth during the forecast period. This is primarily attributed to the increasing awareness regarding environment-friendly products and efforts to replace conventional plastics.
3.2 By Application
3.2.1 Medical Device Packaging
Medical polymers find extensive use in medical device packaging. The creation of innovative biomaterials that can enhance the performance and biocompatibility of medical devices is driving the demand in this sector. In addition, biodegradable polymers in packaging are designed to break down after use, thereby preventing plastic pollution.
3.2.2 Medical Components
Medical components constitute another significant area of application for medical polymers. The lightweight and high bacterial resistance properties offered by the polymers make them an ideal choice for this sector.
3.2.3 Wound Care
The wound care sector is also expected to witness considerable growth in the demand for medical polymers. This is attributed to the growing geriatric population, increasing prevalence of diabetes, and surging incidence of chronic wounds.
 4. Regional Analysis
4. Regional Analysis
The global medical polymer market is divided into several regions, including North America, Europe, Asia Pacific, and the Rest of the World.
4.1 North America
North America is the largest market for medical polymers, both in terms of production and consumption. The region’s market growth can be attributed to the strong awareness of personal healthcare, which has pushed healthcare expenditure per person. The presence of key players, considerable R&D investments, and high demand in end-user sectors such as medical devices and equipment are expected to sustain the North American medical polymer market.
4.2 Europe
Europe follows North America closely in terms of market share. The region’s growth is driven by the growing political support and favorable reimbursement regulations for medical devices. Additionally, updates to the region’s medical device directives are expected to improve the effectiveness, innovation potential, and safety of medical products, thereby driving the demand for better medical devices.
4.3 Asia-Pacific
The Asia-Pacific region is expected to witness the fastest growth in the medical polymers market. This is attributed to the rising healthcare infrastructure and medical expenses in developing countries such as India, Japan, China, and South Korea. The expanding healthcare systems in the region, along with increased awareness of medical procedures, are driving the market growth.
5. Key Players in The Market
The global medical polymer market is consolidated with the presence of major players, including BASF SE, Bayer, Celanese, DSM, DuPont, Solvay, Eastman Chemical, Evonik, HEXPOL, Exxon Mobil, Formosa Plastics, INEOS, Petrochina, Eastman Chemical Company, Mitsui Chemicals, Inc., and Celanese Corporation. These players have been involved in partnerships, expansions, and product innovations to stay ahead of their competitors.
Conclusion
As we anticipate the dynamic period up to 2030, it’s clear that the global medical polymer market is set for transformative growth, propelled by technological advancements, increased healthcare investments, and varied application needs. While navigating challenges like stringent government regulations and the volatility of raw material prices, the burgeoning opportunities in biodegradable polymers and innovative technologies cannot be overlooked. This shifting market landscape emphasizes the need for precision, innovation, and compliance in both material production and application.
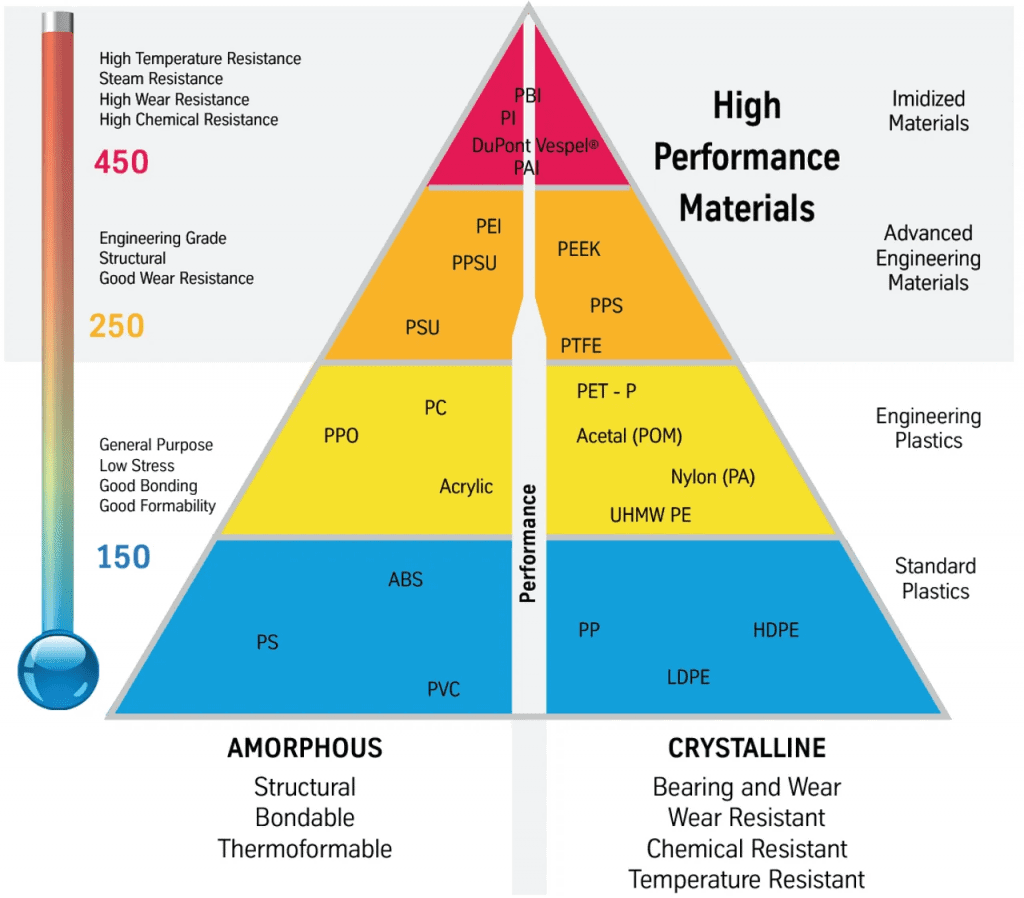
At AIP, we find ourselves at the forefront of this evolving market. Our four decades of experience in precision machining and our specialized knowledge in high-performance plastics and composites uniquely position us to meet the burgeoning demands of the medical polymer industry. We excel in working with materials like PEEK, Polysulfone, ULTEM, and Torlon, delivering components that exhibit unmatched chemical, thermal, and structural resistance – vital characteristics for medical polymer applications.
Our contributions extend beyond the medical field into sectors such as semiconductor manufacturing, heavy industry, chemical processing, and the power and energy sectors. Our expertise in advanced 5-axis and 7-axis plastics machining, CNC milling, and turning ensures that we produce components with the highest precision and quality. Our commitment to excellence is further evidenced by our adherence to AS 9100, ISO 13485, and ISO 9001 certifications.
As the medical polymer market evolves, the demand for customized solutions and rapid prototyping grows.
Our rapid prototyping services, which are capable of delivering complex prototypes in less than 10 business days, and our collaborative approach to client relationships ensure that each project we undertake is not just a transaction but a partnership toward groundbreaking innovations.
If you’re looking for a partner who understands the nuances of the medical polymer market and can deliver high-quality, compliant, and precision-engineered solutions, AIP is your ideal choice. I invite you to engage with us and explore how our expertise in high-performance plastics and composites can enhance your projects and help you successfully navigate the thriving medical polymer market.
Contact AIP today, and let’s shape the future of medical polymers together.
Research:
- https://www.grandviewresearch.com/press-release/global-medical-polymer-market
- https://www.linkedin.com/pulse/global-medical-polymers-market-2024-2030/
- https://www.linkedin.com/pulse/global-medical-polymers-market-size-share-trends/
- https://www.researchandmarkets.com/reports/4538786/medical-polymer-market-size-share-and-trends
- https://www.acumenresearchandconsulting.com/medical-polyethylene-market
- https://www.precedenceresearch.com/press-release/medical-polymer-market
- https://www.marketresearch.com/Grand-View-Research-v4060/Medical-Polymer-Size-Share-Trends-34336915/
- https://www.coherentmarketinsights.com/market-insight/medical-polymer-market-4163
 In a case study for
In a case study for  In the medical world, devices often come into contact with a variety of chemicals, be it medications, sterilization agents, or bodily fluids. PEEK is chemically inert, resisting potential degradation or reactions that could compromise the device’s functionality or patient safety. Furthermore, PEEK devices can be sterilized using standard medical sterilization techniques without compromising the material’s integrity.
In the medical world, devices often come into contact with a variety of chemicals, be it medications, sterilization agents, or bodily fluids. PEEK is chemically inert, resisting potential degradation or reactions that could compromise the device’s functionality or patient safety. Furthermore, PEEK devices can be sterilized using standard medical sterilization techniques without compromising the material’s integrity.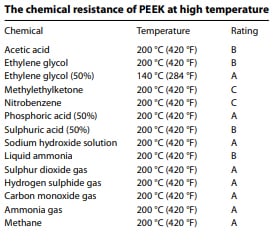 The chart at the right shows the chemical resistance of PEEK at 200°C (420°F). PEEK exhibits excellent resistance to a wide range of organic and inorganic chemicals. The compatibility of PEEK with many chemicals at 20 °C (68 °F) has been investigated and the results for unreinforced grades are favorable. PEEK is compatible with almost any of the solvents used in HPLC. The only solvent which will attack PEEK are concentrated nitric acid and sulfuric acids.
The chart at the right shows the chemical resistance of PEEK at 200°C (420°F). PEEK exhibits excellent resistance to a wide range of organic and inorganic chemicals. The compatibility of PEEK with many chemicals at 20 °C (68 °F) has been investigated and the results for unreinforced grades are favorable. PEEK is compatible with almost any of the solvents used in HPLC. The only solvent which will attack PEEK are concentrated nitric acid and sulfuric acids.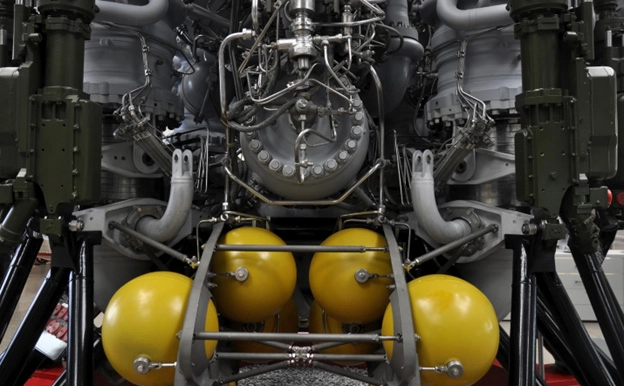
 One of the primary growth drivers for the aerospace parts manufacturing industry is the increasing demand for aircraft maintenance and replacement. As commercial airlines, military aircraft, and general aviation operations continue to expand, the need for high-quality, reliable aircraft components escalates. Furthermore, with aircraft often exposed to harsh environmental conditions, the need for regular maintenance and part replacement is paramount, ensuring operational safety and efficiency.
One of the primary growth drivers for the aerospace parts manufacturing industry is the increasing demand for aircraft maintenance and replacement. As commercial airlines, military aircraft, and general aviation operations continue to expand, the need for high-quality, reliable aircraft components escalates. Furthermore, with aircraft often exposed to harsh environmental conditions, the need for regular maintenance and part replacement is paramount, ensuring operational safety and efficiency.
 Predictive maintenance, powered by big data and analytics, is transforming the aviation industry. By leveraging flight-recorded data, airlines can significantly reduce maintenance expenditures and enhance operational efficiency. This trend is creating unique growth opportunities for aerospace parts manufacturers, enabling them to meet evolving industry requirements.
Predictive maintenance, powered by big data and analytics, is transforming the aviation industry. By leveraging flight-recorded data, airlines can significantly reduce maintenance expenditures and enhance operational efficiency. This trend is creating unique growth opportunities for aerospace parts manufacturers, enabling them to meet evolving industry requirements.
 The temperature adaptability of these plastics is demonstrated by their operational reliability within the space environment, where temperatures range from -150°C to 130°C, and they exhibit resistance to elevated temperatures in rocket engine applications. Exhibiting optimal flammability characteristics, these materials are compatible with both liquid oxygen (LOX) and gaseous oxygen (GOX), critical for maintaining safety in the highly reactive environments of spacecraft.
The temperature adaptability of these plastics is demonstrated by their operational reliability within the space environment, where temperatures range from -150°C to 130°C, and they exhibit resistance to elevated temperatures in rocket engine applications. Exhibiting optimal flammability characteristics, these materials are compatible with both liquid oxygen (LOX) and gaseous oxygen (GOX), critical for maintaining safety in the highly reactive environments of spacecraft.
 Ultem’s notable characteristics are high processability, dimensional stability, environmental stress resistance, and flammability resistance, all of which are critical for the harsh and unpredictable conditions of space. It also offers long-term heat resistance, which is a significant factor for components exposed to extreme temperatures, which is beneficial for rocket launches.
Ultem’s notable characteristics are high processability, dimensional stability, environmental stress resistance, and flammability resistance, all of which are critical for the harsh and unpredictable conditions of space. It also offers long-term heat resistance, which is a significant factor for components exposed to extreme temperatures, which is beneficial for rocket launches. Torlon also offers excellent wear and radiation resistance, both of which are essential properties for materials used in space environments. Inherent low flammability and smoke emission make it an ideal material for high temperature and potentially hazardous conditions present in rocket propulsion systems.
Torlon also offers excellent wear and radiation resistance, both of which are essential properties for materials used in space environments. Inherent low flammability and smoke emission make it an ideal material for high temperature and potentially hazardous conditions present in rocket propulsion systems. One of the remarkable characteristics of Vespel is its high-temperature resistance. This makes it ideal for use in the space industry where materials are frequently subjected to extreme temperatures. Furthermore, Vespel does not exhibit significant outgassing, even at high temperatures. This makes it useful for manufacturing lightweight heat shields and crucible support structures for spacecraft and rocket propulsion systems, where any outgassing could cause contamination and performance issues.
One of the remarkable characteristics of Vespel is its high-temperature resistance. This makes it ideal for use in the space industry where materials are frequently subjected to extreme temperatures. Furthermore, Vespel does not exhibit significant outgassing, even at high temperatures. This makes it useful for manufacturing lightweight heat shields and crucible support structures for spacecraft and rocket propulsion systems, where any outgassing could cause contamination and performance issues.
 Since then, PEEK has only expanded as a performance biomaterial for instrumented spine surgery. In the United States, spine fusion is one of the leading surgeries for patients who suffer from chronic neck and back pain that does not respond to preliminary treatments.
Since then, PEEK has only expanded as a performance biomaterial for instrumented spine surgery. In the United States, spine fusion is one of the leading surgeries for patients who suffer from chronic neck and back pain that does not respond to preliminary treatments. The fields of orthopedics and spinal fusion continue to research new methods for best practices in the industry. Over the last three decades, medical-grade PEEK has established itself as the performance biomaterial of choice for surgeons and OEMs. Medical device design demands the highest level of sanitation, biocompatibility, and precision in one of the most extreme environments, the human body.
The fields of orthopedics and spinal fusion continue to research new methods for best practices in the industry. Over the last three decades, medical-grade PEEK has established itself as the performance biomaterial of choice for surgeons and OEMs. Medical device design demands the highest level of sanitation, biocompatibility, and precision in one of the most extreme environments, the human body.
 Besides incredible thermal stability and resistance rivaling aluminum, copper, and steel, Torlon® is well known for its strength under pressure and chemical resistance. Torlon’s benefits include the following:
Besides incredible thermal stability and resistance rivaling aluminum, copper, and steel, Torlon® is well known for its strength under pressure and chemical resistance. Torlon’s benefits include the following: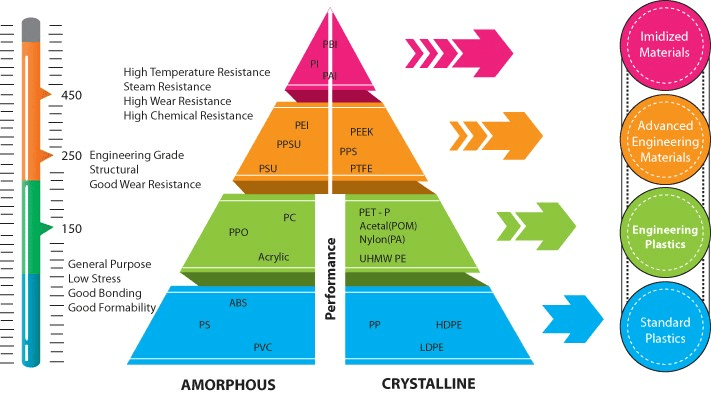
 TECATEC PEEK MT CW50® black plates are based on Victrex® PEEK that is reinforced with 50% vol. carbon fibers. This carbon fiber reinforcement elevates the stiffness and strength to be many times those of plates made from unreinforced PEEK or plates with short fiber reinforcement.
TECATEC PEEK MT CW50® black plates are based on Victrex® PEEK that is reinforced with 50% vol. carbon fibers. This carbon fiber reinforcement elevates the stiffness and strength to be many times those of plates made from unreinforced PEEK or plates with short fiber reinforcement.
 VESPEL
VESPEL KEL-F®
KEL-F® PTFE
PTFE