An Informational Brief on Polymer Machining
Did you know that PPS (or Polyphenylene sulfide) products offer the broadest resistance to chemicals of any high-performance thermoplastic? It’s no surprise that this makes them a popular choice for industrial applications such as wheel bushings, chemical pumps, and compound clamp rings for semiconductor wafers.
What goes into machining this thermoplastic, however, and how does it differ from metal machining, injection molding, or 3D printing?
With Machining PPS: A Plastics Guides, AIP provides you with a guide to this material and its machining process. First, let’s start with the basics: thermoplastics vs thermosets.
Machining Thermoplastics vs Thermosets
We’ve already said that PPS is a thermoplastic, but what does that mean exactly?
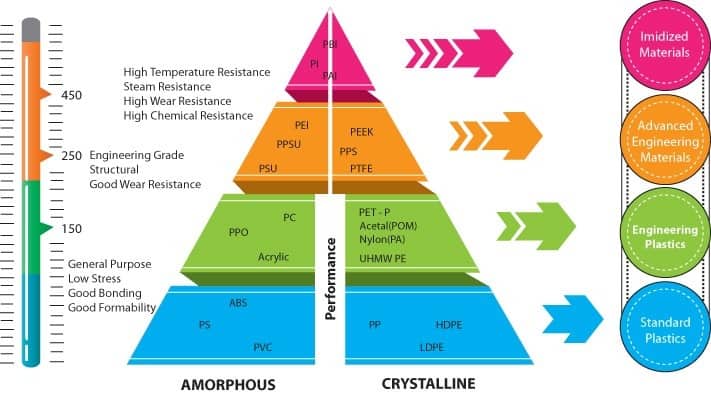
All polymers can more or less be divided into two categories: thermoplastics and thermosets. The main difference between them is how they react to heat. Thermoplastics like PPS, for example, melt in heat, while thermosets remain “set” once they’re formed. Understanding the technical distinction between these types of materials is essential to CNC machining them properly.
What type of thermoplastic is PPS in particular? It’s a semi-crystalline, high-performance thermoplastic that has an extremely stable molecular structure. The chemical resistance of PPS is often compared to PEEK and fluoropolymers.
Properties & Grades of Machined PPS
There’s a lot to like about PPS’s material properties. As we mentioned before, PPS has exceptional chemical resistance that makes its bearing grades especially favorable for the chemical industry or caustic environments. In particular, its resistance to acids, alkalis, ketones, and hydrocarbons lend PPS stellar structural performance in harsh chemicals.
Additionally, PPS materials are inert to steam as well as strong bases, fuels and acids. Combine that with a low coefficient of thermal expansion and zero moisture absorption, and you get a material that is ideal for continuous use in corrosive or hostile environments. PPS has replaced stainless steel for a lot of industrial applications for this reason.
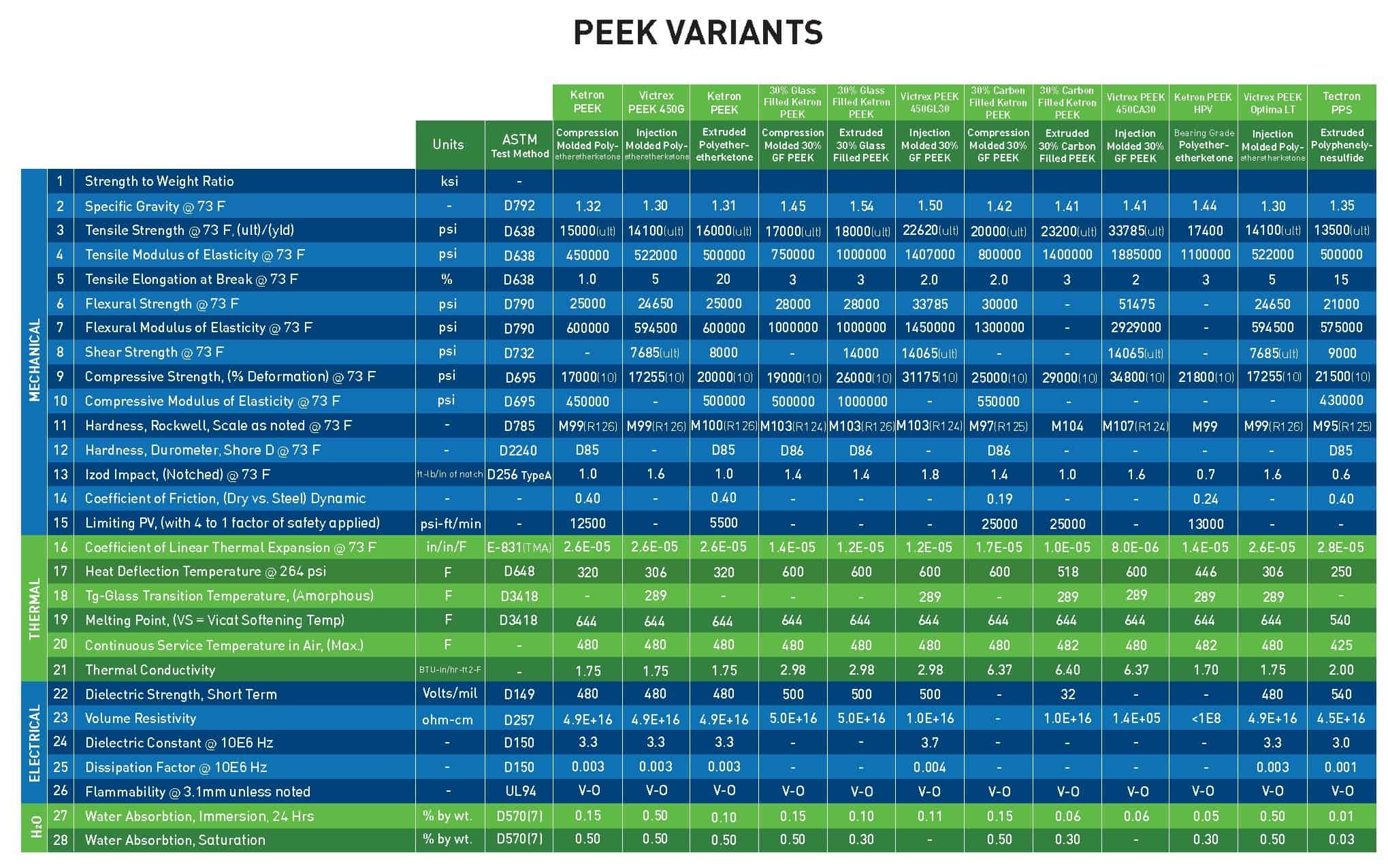
Most impressively, PPS will not dissolve at temperatures below approximately 200 °C, no matter what solvent is used. In fact, all grades of PPS share UL94 V-0 flammability ratings, without requiring flame retardant additives, resulting in an excellent material for aircraft where flame resistance is paramount.
Some grades of PPS that we regularly machine at AIP Precision Machining include Ryton®, Fortron®, TECHTRON®, TECTRON® HPV, TECATRON PVX and TECATRON CMP.
Machining PPS
Annealing PPS
The process of annealing and stress-relieving PPS reduces the likelihood of surface cracks and internal stresses occurring in the material. Post-machining annealing also helps to reduce stresses that could potentially contribute to premature failure. AIP’s special annealing process for PPS is designed to take the specific properties of PPS into account, and we advise anyone working with PPS to hire a manufacturer that understands its unique demands.
Machining PPS
PPS is a fantastic material for machining. Its low shrinkage and stable dimensional properties make it easy to machine to incredibly tight, precise tolerances. A unique characteristic of PPS is that when dropped, it sounds just like a piece of metal hitting the floor.
PPS, like many other thermoplastics, is notch sensitive, so take care to avoid sharp corners in design. We recommend carbide tipped cutting tools for working with PPS as they provide an ideal speed and surface finish.
We also suggest non-aromatic, water-soluble coolants, such as pressurized air and spray mists, to achieve optimum surface finishes and close tolerances. Coolants have the additional benefit of extending tool life as well. No known coolants attack nor degrade PPS.
Preventing Contamination
Contamination is a serious concern when machining polymer components for technically demanding industries such as aerospace. To ensure the highest level of sanitation down to the sub-molecular level, AIP Precision Machining designs, heat-treats, and machines only plastics, with any sub-manufactured metalwork processed outside our facility.
To learn more, read our article “Three Ways to Ensure Sterilization in Your Plastic Machined Medical Applications.”
PPS Machining Guide: Supportive Information
Chemical Resistant Materials Guide
Aerospace Sector Materials Guide
 RADEL is a PPSU (or Polyphenylsulfone) widely considered to be the highest-performing of Solvay’s sulfone polymers. It’s no surprise then that we’ve regularly machined RADEL at AIP Precision Machining over the past three decades.
RADEL is a PPSU (or Polyphenylsulfone) widely considered to be the highest-performing of Solvay’s sulfone polymers. It’s no surprise then that we’ve regularly machined RADEL at AIP Precision Machining over the past three decades. There’s no doubt that plastics have become more and more popular in modern medicine. Short lead times are essential in this industry, and both 3D additive manufacturing and CNC machining provide fast production times. When is your medical application better suited for 3D printing, though, and when does precision plastic machining have the upper hand in plastic manufacturing?
There’s no doubt that plastics have become more and more popular in modern medicine. Short lead times are essential in this industry, and both 3D additive manufacturing and CNC machining provide fast production times. When is your medical application better suited for 3D printing, though, and when does precision plastic machining have the upper hand in plastic manufacturing?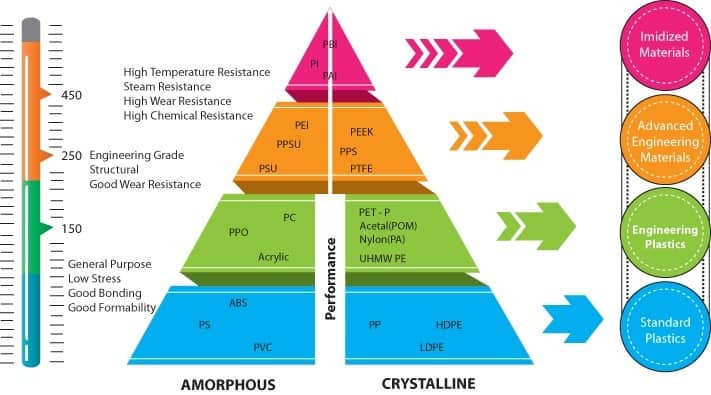



 When it comes to choosing a thermoplastic material for your
When it comes to choosing a thermoplastic material for your