
At AIP Precision Machining, we’ve seen firsthand how high-temperature polymers are revolutionizing the aerospace industry. These advanced materials are providing groundbreaking solutions to some of the most persistent challenges in aircraft design and performance. Their exceptional thermal stability, flame retardancy, and mechanical strength make them indispensable in the development of components that can withstand the rigorous demands of aerospace applications.
With over four decades of experience, we at AIP are proud to be at the forefront of this transformation. Our expertise in precision machining, combined with our dedication to quality, has allowed us to integrate high-temperature polymers into our product offerings effectively. Our commitment to excellence is backed by our AS 9100, ISO 13485, and ISO 9001 certifications, ensuring that every component we produce meets the highest industry standards. By focusing on innovation and precision, we’re helping to drive advancements in material science and manufacturing techniques, contributing to the future of aerospace engineering.
This article explores the properties and advantages of high-temperature polymers in aerospace engineering. It explores their diverse applications, from precision-machined parts to additive manufacturing techniques. The piece also examines the chemistry behind these materials, their key performance metrics, and how they compare to traditional metals. Additionally, it discusses recent breakthroughs in polymer composite technology, highlighting the ongoing advancements that are shaping the future of aerospace design and manufacturing.
Properties and Advantages of High-Temperature Polymers
High-temperature polymers exhibit exceptional properties that make them ideal for aerospace applications. These materials offer a unique combination of thermal stability, chemical resistance, mechanical strength, and thermal insulation capabilities.
Thermal Stability
High-temperature polymers maintain their structural integrity under extreme conditions. They can withstand sustained operating temperatures ranging from 150°C to over 300°C, depending on the specific polymer and application. This thermal stability is crucial for components exposed to the wide temperature fluctuations experienced during flight.
Chemical Resistance
These polymers demonstrate superior resistance to various chemicals, including acids, alkalies, solvents, and oils. This property ensures the longevity and reliability of aircraft components in harsh environments.
Mechanical Strength
High-temperature polymers boast impressive mechanical properties. For instance, polyamide-imide (PAI) has a tensile strength of 21,000 psi, while polyetheretherketone (PEEK) exhibits 14,000 psi. This strength-to-weight ratio makes them excellent alternatives to metals in challenging applications.
Thermal Insulation
These polymers provide exceptional thermal insulation, protecting sensitive aircraft components from extreme temperatures. They are used in environmental control systems, thrust reversal systems, and to shield electronic instruments from heat and electromagnetic interference.
| Polymer | Tensile Strength (psi) | Max Operating Temperature (°C) |
| PAI | 21,000 | >300 |
| PEEK | 14,000 | 260 |
| PEI | 15,200 | 170 |
Applications in Aerospace Engineering
High-temperature polymers have revolutionized aerospace engineering, offering innovative solutions for various critical components. These advanced materials excel in demanding environments, providing superior performance and reliability.
Engine Components
High-temperature polymers have found extensive use in aircraft engine parts. For instance, polyimide composites are utilized in engine bypass ducts, nozzle flaps, bushings, and bearings. DMBZ-15, a NASA-developed polyimide, operates at temperatures up to 335°C (635°F), making it ideal for engine and airframe components. These materials offer substantial weight savings and reduced machining costs compared to traditional metallic materials.
Structural Parts
Aerospace structures benefit from high-temperature polymers’ exceptional strength-to-weight ratio. LMPAEK™ polymers, for example, allow for the creation of lightweight components without compromising structural integrity. These materials are used in non-loading structural components of aircraft, weapon systems, and space vehicles. Additionally, they serve as face sheets with honeycombs or thermal protection systems for reusable launch vehicles.
Electronics Packaging
High-temperature polymers play a crucial role in electronics packaging for aerospace applications. Their chemical, wear, and radiation resistance make them ideal for protecting sensitive electronic components in extreme conditions. These materials ensure the longevity and reliability of critical electronic systems in aircraft and spacecraft.
Complex Geometries
The versatility of high-temperature polymers enables the production of parts with complex geometries. Additive manufacturing techniques, such as 3D printing, allow for the creation of intricate designs that are difficult or impossible to achieve with traditional manufacturing methods. This flexibility enhances component optimization and enables innovative designs for aerospace applications.
Manufacturing Techniques for Aerospace-Grade Polymers

At AIP Precision Machining, our expertise in working with aerospace-grade polymers is complemented by the advanced manufacturing techniques we employ. In this section, we will explore the key methods that allow us to achieve the high precision and performance required in aerospace applications.
These include additive manufacturing, which enables rapid prototyping and intricate designs and multi-axis CNC machining, which ensures exacting tolerances and superior surface finishes. Each technique is carefully chosen to optimize the unique properties of high-temperature polymers, ensuring that every component we produce meets the rigorous demands of the aerospace industry.
Additive Manufacturing
Additive manufacturing, particularly fused filament fabrication (FFF), has revolutionized the production of aerospace-grade polymer parts. This technique enables the creation of complex geometries and multi-material components. ULTEM 9085, a high-strength, flame-retardant thermoplastic, is widely used in FFF for aerospace applications. NASA has developed an advanced selective laser sintering (SLS) technique using thermoset polyimide resins filled with carbon fibers, producing parts capable of withstanding temperatures over 300°C.
5-Axis and 7-Axis CNC Machining
5-axis and 7-axis CNC machining techniques offer superior precision and efficiency in manufacturing aerospace-grade polymer components. These advanced machining methods allow for the production of intricate parts with tight tolerances in a single setup, reducing production times and improving accuracy. The additional axes in 7-axis machining provide even greater flexibility, enabling the creation of highly complex geometries without repositioning the workpiece.
Understanding High-Temperature Polymer Chemistry
The exceptional thermal stability of high-temperature polymers stems from their unique molecular structure and thermal degradation mechanisms. These advanced materials exhibit superior resistance to heat due to their chemical composition and bonding characteristics.
Molecular Structure
High-temperature polymers owe their thermal stability to strong covalent bonds and aromatic ring structures. The fracture energy of double bonds significantly exceeds that of single bonds, contributing to enhanced thermal resistance. Notably, the C-F bond, with an energy of 126 kcal mol−1, surpasses the C-H bond, making fluorinated polymers more thermally stable than their hydrogen-substituted counterparts. Additionally, non-covalent interactions like hydrogen bonds and van der Waals forces increase intermolecular attraction, positively impacting parameters such as glass transition temperature (Tg) and modulus.
Key Performance Metrics for Aerospace Applications
High-temperature polymers used in aerospace applications must meet stringent performance criteria. These materials are evaluated based on their heat resistance, mechanical properties, and fire safety characteristics.
Heat Resistance
High-temperature polymers exhibit exceptional thermal stability. For instance, Celazole® retains its mechanical properties at temperatures exceeding 400°F (204°C). Some polymers, like polysialates, remain stable up to 1300-1400°C. This heat resistance is crucial for components exposed to extreme temperatures during flight.
Mechanical Properties
These polymers boast impressive strength-to-weight ratios. Unfilled Celazole® U-60 offers a flexural strength of 32,000 psi (220 MPa). Additionally, these materials maintain their properties under harsh conditions. For example, certain polymers retain 100% tensile strength after 30 days of submersion in hydraulic fluid at 200°F (93°C).
Fire Safety
Fire safety is paramount in aerospace applications. High-temperature polymers often exhibit self-extinguishing properties and low smoke generation. Some materials, like Celazole®, form a tough char with yields up to 85% when exposed to fire, enhancing their flame-retardant capabilities. This characteristic is crucial for meeting stringent aerospace safety regulations.
Comparative Analysis: High-Temperature Polymers vs Metals
In aerospace engineering, the choice between high-temperature polymers and traditional metals is critical to the performance and efficiency of components. At AIP Precision Machining, we understand the importance of selecting the right material for each application.
Weight Savings
High-temperature polymers offer significant weight advantages over metals in aerospace applications. With densities ranging from 0.9 to 1.5 g/cm³, these polymers are substantially lighter than aluminum alloys (2.7 g/cm³) and stainless steel (8 g/cm³). For instance, PEEK is 84% lighter than SS316 and 52% lighter than Aluminum 6063. This weight reduction leads to improved fuel efficiency and increased payload capacity in aircraft.
Cost Effectiveness
The use of high-temperature polymers results in lower manufacturing and operational costs compared to metals. These materials allow for faster production cycles and reduced tooling expenses. Additionally, their lightweight nature contributes to lower fuel consumption and reduced carbon emissions, making them a more economical and eco-friendly option for aerospace manufacturers.
Performance Trade-offs
High-temperature polymers exhibit impressive strength-to-weight ratios, often surpassing traditional metals. For example, Carbon PEEK has an ultimate tensile strength of up to 138 MPa, exceeding that of some aluminum alloys. These polymers also demonstrate superior chemical resistance and can withstand temperatures up to 536°F (280°C), making them suitable for a wide range of aerospace applications previously limited to metals.
Advancements in Polymer Composite Technology
Fiber Reinforcements
Fiber-reinforced composites have revolutionized aerospace structures. These materials offer superior mechanical strength, durability, and thermal stability. The integration of high-density polyethylene (HDPE) with recycled polyethylene terephthalate (PET) in carbon nanotubes (CNTs) has resulted in a maximum load pressure of 24.9 MPa, enabling advanced structure design.
Nanocomposites
Nanocomposites represent a significant leap in materials science, offering enhanced mechanical properties compared to traditional composites. Multi-walled carbon nanotubes (MWCNT) and polymer-clay nanocomposites have shown promise in aerospace applications. These materials excel in extreme temperatures, making them suitable for outer space and lower Earth orbit conditions. Nanocomposites also exhibit self-healing properties, reducing maintenance requirements for aerospace components.
Conclusion
High-temperature polymers are truly transforming aerospace engineering, providing unmatched advantages in thermal stability, mechanical strength, and weight reduction. These materials are essential to the future of aerospace design and manufacturing, and they’re enabling us to push the boundaries of what’s possible in this demanding industry.
At AIP Precision Machining, we’re proud to be leading the way in this field. Our deep expertise in machining high-performance polymers, coupled with our unwavering commitment to precision and quality, positions us as a trusted partner for any aerospace project. Whether you’re tackling complex geometries, striving for tight tolerances, or looking for customized solutions, we’re here to help you achieve your goals.
Ready to take the next step in your aerospace projects?
Reach out to us at AIP Precision Machining today. Let’s collaborate to bring your vision to life and set new standards in aerospace engineering.
Key Takeaways
| Key Takeaway | Description |
| Thermal Stability | High-temperature polymers maintain structural integrity at extreme temperatures, essential for aerospace applications exposed to wide temperature ranges. |
| Chemical Resistance | These polymers offer superior resistance to chemicals, ensuring durability and reliability in harsh aerospace environments. |
| Mechanical Strength | High-temperature polymers, such as PAI and PEEK, provide impressive strength-to-weight ratios, making them excellent alternatives to metals. |
| Advanced Manufacturing Techniques | Processes like injection molding, additive manufacturing, and multi-axis CNC machining are crucial for producing complex, high-precision aerospace components. |
| Material Comparisons | High-temperature polymers often surpass traditional metals in aerospace applications, offering weight savings, cost-effectiveness, and performance advantages. |
| Application Diversity | These polymers are used in engine components, structural parts, electronics packaging, and more, demonstrating their versatility and importance in aerospace. |
FAQs
How are polymers beneficial to aeronautical engineering?
Polymers are crucial in aeronautical engineering due to their superior mechanical, physical, and chemical properties. They enhance the quality of materials and, with the addition of nanocomposites, significantly improve performance characteristics.
What benefits do polymers provide in aerospace applications?
Polymers offer numerous benefits in aerospace applications, including a reduction in weight by 20-40%, the potential for rapid production cycles, and the ability to meet strict requirements for dimensional stability. Additionally, polymers have lower thermal expansion properties and are highly customizable for specific engineering needs.

 Each of these polymers brings a unique set of properties to the table, making them highly suitable for the demanding requirements of aerospace cryogenic seals. Their combined characteristics of chemical resistance, thermal stability, low moisture absorption, and mechanical durability under extreme conditions position them as optimal materials for aerospace applications, where failure is not an option.
Each of these polymers brings a unique set of properties to the table, making them highly suitable for the demanding requirements of aerospace cryogenic seals. Their combined characteristics of chemical resistance, thermal stability, low moisture absorption, and mechanical durability under extreme conditions position them as optimal materials for aerospace applications, where failure is not an option.

 2.3 Market Opportunities
2.3 Market Opportunities 4. Regional Analysis
4. Regional Analysis In a case study for
In a case study for  In the medical world, devices often come into contact with a variety of chemicals, be it medications, sterilization agents, or bodily fluids. PEEK is chemically inert, resisting potential degradation or reactions that could compromise the device’s functionality or patient safety. Furthermore, PEEK devices can be sterilized using standard medical sterilization techniques without compromising the material’s integrity.
In the medical world, devices often come into contact with a variety of chemicals, be it medications, sterilization agents, or bodily fluids. PEEK is chemically inert, resisting potential degradation or reactions that could compromise the device’s functionality or patient safety. Furthermore, PEEK devices can be sterilized using standard medical sterilization techniques without compromising the material’s integrity.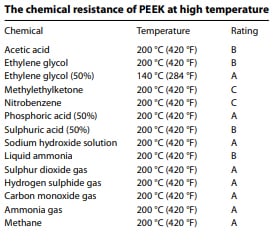 The chart at the right shows the chemical resistance of PEEK at 200°C (420°F). PEEK exhibits excellent resistance to a wide range of organic and inorganic chemicals. The compatibility of PEEK with many chemicals at 20 °C (68 °F) has been investigated and the results for unreinforced grades are favorable. PEEK is compatible with almost any of the solvents used in HPLC. The only solvent which will attack PEEK are concentrated nitric acid and sulfuric acids.
The chart at the right shows the chemical resistance of PEEK at 200°C (420°F). PEEK exhibits excellent resistance to a wide range of organic and inorganic chemicals. The compatibility of PEEK with many chemicals at 20 °C (68 °F) has been investigated and the results for unreinforced grades are favorable. PEEK is compatible with almost any of the solvents used in HPLC. The only solvent which will attack PEEK are concentrated nitric acid and sulfuric acids.
 One of the primary growth drivers for the aerospace parts manufacturing industry is the increasing demand for aircraft maintenance and replacement. As commercial airlines, military aircraft, and general aviation operations continue to expand, the need for high-quality, reliable aircraft components escalates. Furthermore, with aircraft often exposed to harsh environmental conditions, the need for regular maintenance and part replacement is paramount, ensuring operational safety and efficiency.
One of the primary growth drivers for the aerospace parts manufacturing industry is the increasing demand for aircraft maintenance and replacement. As commercial airlines, military aircraft, and general aviation operations continue to expand, the need for high-quality, reliable aircraft components escalates. Furthermore, with aircraft often exposed to harsh environmental conditions, the need for regular maintenance and part replacement is paramount, ensuring operational safety and efficiency.
 Predictive maintenance, powered by big data and analytics, is transforming the aviation industry. By leveraging flight-recorded data, airlines can significantly reduce maintenance expenditures and enhance operational efficiency. This trend is creating unique growth opportunities for aerospace parts manufacturers, enabling them to meet evolving industry requirements.
Predictive maintenance, powered by big data and analytics, is transforming the aviation industry. By leveraging flight-recorded data, airlines can significantly reduce maintenance expenditures and enhance operational efficiency. This trend is creating unique growth opportunities for aerospace parts manufacturers, enabling them to meet evolving industry requirements.
 The temperature adaptability of these plastics is demonstrated by their operational reliability within the space environment, where temperatures range from -150°C to 130°C, and they exhibit resistance to elevated temperatures in rocket engine applications. Exhibiting optimal flammability characteristics, these materials are compatible with both liquid oxygen (LOX) and gaseous oxygen (GOX), critical for maintaining safety in the highly reactive environments of spacecraft.
The temperature adaptability of these plastics is demonstrated by their operational reliability within the space environment, where temperatures range from -150°C to 130°C, and they exhibit resistance to elevated temperatures in rocket engine applications. Exhibiting optimal flammability characteristics, these materials are compatible with both liquid oxygen (LOX) and gaseous oxygen (GOX), critical for maintaining safety in the highly reactive environments of spacecraft.
 Ultem’s notable characteristics are high processability, dimensional stability, environmental stress resistance, and flammability resistance, all of which are critical for the harsh and unpredictable conditions of space. It also offers long-term heat resistance, which is a significant factor for components exposed to extreme temperatures, which is beneficial for rocket launches.
Ultem’s notable characteristics are high processability, dimensional stability, environmental stress resistance, and flammability resistance, all of which are critical for the harsh and unpredictable conditions of space. It also offers long-term heat resistance, which is a significant factor for components exposed to extreme temperatures, which is beneficial for rocket launches. Torlon also offers excellent wear and radiation resistance, both of which are essential properties for materials used in space environments. Inherent low flammability and smoke emission make it an ideal material for high temperature and potentially hazardous conditions present in rocket propulsion systems.
Torlon also offers excellent wear and radiation resistance, both of which are essential properties for materials used in space environments. Inherent low flammability and smoke emission make it an ideal material for high temperature and potentially hazardous conditions present in rocket propulsion systems. One of the remarkable characteristics of Vespel is its high-temperature resistance. This makes it ideal for use in the space industry where materials are frequently subjected to extreme temperatures. Furthermore, Vespel does not exhibit significant outgassing, even at high temperatures. This makes it useful for manufacturing lightweight heat shields and crucible support structures for spacecraft and rocket propulsion systems, where any outgassing could cause contamination and performance issues.
One of the remarkable characteristics of Vespel is its high-temperature resistance. This makes it ideal for use in the space industry where materials are frequently subjected to extreme temperatures. Furthermore, Vespel does not exhibit significant outgassing, even at high temperatures. This makes it useful for manufacturing lightweight heat shields and crucible support structures for spacecraft and rocket propulsion systems, where any outgassing could cause contamination and performance issues.
 Since then, PEEK has only expanded as a performance biomaterial for instrumented spine surgery. In the United States, spine fusion is one of the leading surgeries for patients who suffer from chronic neck and back pain that does not respond to preliminary treatments.
Since then, PEEK has only expanded as a performance biomaterial for instrumented spine surgery. In the United States, spine fusion is one of the leading surgeries for patients who suffer from chronic neck and back pain that does not respond to preliminary treatments. The fields of orthopedics and spinal fusion continue to research new methods for best practices in the industry. Over the last three decades, medical-grade PEEK has established itself as the performance biomaterial of choice for surgeons and OEMs. Medical device design demands the highest level of sanitation, biocompatibility, and precision in one of the most extreme environments, the human body.
The fields of orthopedics and spinal fusion continue to research new methods for best practices in the industry. Over the last three decades, medical-grade PEEK has established itself as the performance biomaterial of choice for surgeons and OEMs. Medical device design demands the highest level of sanitation, biocompatibility, and precision in one of the most extreme environments, the human body.
 Besides incredible thermal stability and resistance rivaling aluminum, copper, and steel, Torlon® is well known for its strength under pressure and chemical resistance. Torlon’s benefits include the following:
Besides incredible thermal stability and resistance rivaling aluminum, copper, and steel, Torlon® is well known for its strength under pressure and chemical resistance. Torlon’s benefits include the following: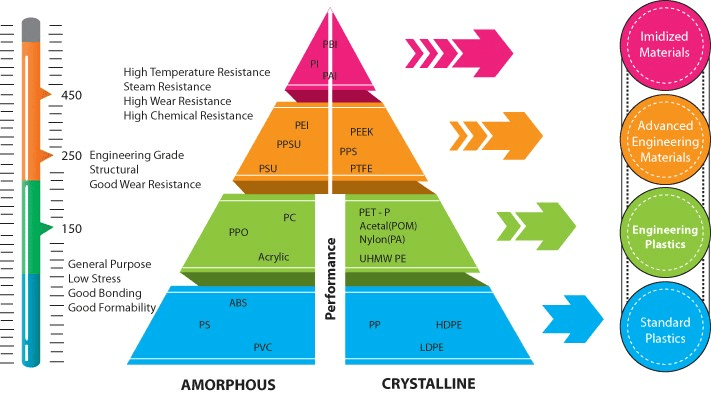
 TECATEC PEEK MT CW50® black plates are based on Victrex® PEEK that is reinforced with 50% vol. carbon fibers. This carbon fiber reinforcement elevates the stiffness and strength to be many times those of plates made from unreinforced PEEK or plates with short fiber reinforcement.
TECATEC PEEK MT CW50® black plates are based on Victrex® PEEK that is reinforced with 50% vol. carbon fibers. This carbon fiber reinforcement elevates the stiffness and strength to be many times those of plates made from unreinforced PEEK or plates with short fiber reinforcement.
 VESPEL
VESPEL KEL-F®
KEL-F® PTFE
PTFE